
Questo articolo illustra l'uso dei calibri per lo spessore del rivestimento DeFelsko nel settore della zincatura. Descrive i diversi tipi di calibri portatili, il processo di misurazione, le precauzioni da prendere e una sezione di domande e risposte per le domande più frequenti su questa applicazione.
L'acciaio si corrode quando un elettrolita collega anodi e catodi su una superficie di acciaio. La formazione della cella di corrosione provoca la formazione di un ossido di ferro sfaldato, noto come ruggine.
Per evitare la ruggine, è necessario impedire la formazione della cella di corrosione. Due metodi comuni per prevenire la corrosione dell'acciaio sono:

La zincatura è il processo mediante il quale uno strato anodico sacrificale di zinco viene applicato alla superficie di un pezzo di acciaio fabbricato per fornire protezione dalla corrosione. La fase finale di questo processo è l'ispezione di:
Lo spessore del rivestimento zincato è direttamente correlato a:
Uno strato di zinco più spesso si traduce in una maggiore durata del pezzo rivestito. Di conseguenza, l'ispezione dello spessore del rivestimento di zinco è il passo più importante per determinare la qualità di un rivestimento zincato.
Le dimensioni, la forma e il numero di pezzi da testare determinano il metodo di prova appropriato. I metodi di prova specificati sono classificati come distruttivi o non distruttivi.
Esistono quattro modi per misurare lo spessore della zincatura:


Il metodo più pratico per misurare lo spessore della zincatura è quello non distruttivo che utilizza il principio magnetico per determinare lo spessore del rivestimento. Questo test è:
Essendo non distruttiva, la misurazione magnetica dello spessore è il metodo più comune per valutare lo spessore del rivestimento galvanico.
Gli spessimetri per rivestimenti che funzionano secondo il principio magnetico sono progettati per misurare rivestimenti non magnetici applicati a metalli ferrosi. I tre tipi più comuni di spessimetri a principio magnetico rientrano in una delle due categorie:

1. Spessimetri per zincatura meccanica
2. Spessimetri elettronici per zincatura
Stile Pen meccanica
Tipo meccanico-quadrante

Elettronica



Precauzioni:
Quando si utilizza un misuratore meccanico dello spessore del rivestimento, eseguire le seguenti operazioni:
Quando si utilizza un misuratore elettronico dello spessore del rivestimento, eseguire le seguenti operazioni:
I sistemi di rivestimento duplex utilizzano una combinazione di due sistemi di protezione dalla corrosione, in genere vernice o rivestimento in polvere su acciaio zincato (metallizzazione a caldo, elettro o zinco a spruzzo). La protezione dalla corrosione ottenuta con un sistema di rivestimento duplex è superiore a quella ottenuta con un sistema di protezione indipendente.
Il misuratore di spessore per rivestimenti PosiTector 6000 FNDS di DeFelsko misura in modo non distruttivo i singoli spessori degli strati di vernice e di zincatura in un sistema di rivestimento duplex con un'unica lettura.
Per saperne di più, consultate la nostra nota applicativa sulla misurazione dello spessore del sistema di rivestimento Duplex.

Gli spessimetri magnetici riportano i valori di misura in unità di distanza lineare, non di peso del rivestimento. Tuttavia, la lettura del calibro può essere facilmente convertita in un'espressione del peso del rivestimento.

Il grafico precedente è caratterizzato nel testo che segue:
Per convertire da: | A: | Moltiplicare per:
- oz./ft2 | mils | 1,684
- oz./ft2 | micron | 42,78
- oz./ft2 | gm/m2 | 305,15
- mils | microns | 25,4
- mils | gm/m2 | 181,18
- mils | oz./ft2 | 0,5938
- micron | gm/m2 | 7,133
- micron | oz./ft2 | 0,023375
- micron | mils | 0,03937
- gm/m2 | oz./ft2 | 0,03277
- gm/m2 | mils | 0,005519
- gm/m2 | micron | 0,14019

Esempio A: Immaginiamo di effettuare una misurazione su una bobina di acciaio rivestita di zinco galvanizzato utilizzando un calibro PosiTector 6000 F e di ottenere una lettura dello spessore su un solo lato di "0,35 mils". Questo valore può essere facilmente convertito in oz/ft² utilizzando il metodo seguente:
Esempio B: In alternativa, è possibile confermare rapidamente che una lamiera d'acciaio zincata soddisfa un peso specifico del rivestimento. Secondo la norma ASTM A653, la designazione del rivestimento G90 significa che il peso dello zinco su entrambi i lati di una lamiera d'acciaio è di 0,90 oz/ft².
Tuttavia, un misuratore di spessore magnetico misura solo un lato. Pertanto:
0,45 oz./ft² x 1,684 = 0,76 mil per lato, o 0,45 oz./ft² x 42,78 = 19 micron per lato
Esempio C: Per calcolare i grammi/metro² da un risultato visualizzato in micron, moltiplicare prima la lettura del calibro (o la media di una serie di letture) per un fattore di 2 e poi moltiplicare il risultato per 7,133. Il calcolo finale indicherà il peso del rivestimento per entrambi i lati del pezzo rivestito.
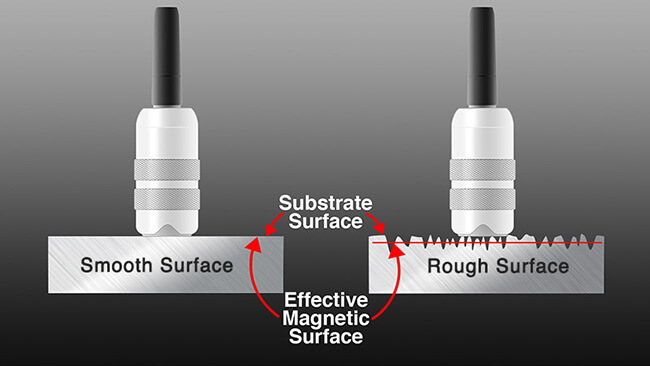
R: Sebbene la superficie zincata possa sembrare liscia, esistono microscopiche rugosità superficiali sia sullo zinco che sull'acciaio. Pertanto, la migliore rappresentazione dello spessore del rivestimento si ottiene calcolando la media di una serie di letture come previsto dalla norma ASTM A123.
R: Gli spessimetri magnetici riportano i valori di misura in unità di distanza lineare, non di peso del rivestimento. Tuttavia, la lettura del calibro può essere facilmente convertita in un'espressione del peso del rivestimento utilizzando una tabella di conversione o un fattore di moltiplicazione.

R: Secondo la norma ASTM A653, la designazione del rivestimento G90 significa che il peso dello zinco su entrambi i lati di una lamiera d'acciaio è di 0,90 oz./ft2.
Un misuratore di spessore magnetico misura solo un lato.
Pertanto:
Estratti da ASTM A123 Standard Specifiche per i rivestimenti di zinco (zincati a caldo) su prodotti di ferro e acciaio:
ASTM A123/A123M-Standard Specifiche per rivestimenti di zinco (zincati a caldo) su prodotti di ferro e acciaio
ASTM E376-Standard Pratica per la misurazione dello spessore del rivestimento con metodi di esame a campo magnetico o a correnti parassite (elettromagnetiche)
ASTM A153/A153M-Standard Specifiche per il rivestimento di zinco (a caldo) su ferramenta in ferro e acciaio
ASTM A653/A653M-Standard Specifiche per lamiere di acciaio, rivestite di zinco (zincate) o rivestite di leghe di zinco-ferro (zincate) con processo a caldo
ASTM A767/A767M-Standard Specifiche per barre di acciaio zincato per armature in calcestruzzo
ASTM D7091-Standard Pratica per la misurazione non distruttiva dello spessore del film secco di rivestimenti non magnetici applicati a metalli ferrosi e di rivestimenti non magnetici e non conduttivi applicati a metalli non ferrosi

.png)







