
Prima dell'applicazione dei rivestimenti protettivi, le superfici in acciaio vengono spesso pulite mediante impatto abrasivo o con utensili elettrici. Il profilo superficiale risultante deve essere valutato con precisione per garantire la conformità alle specifiche del lavoro o del contratto.
Ma la sola altezza del profilo (il parametro più comunemente misurato) è un buon indicatore delle prestazioni del rivestimento a lungo termine?
Il presente lavoro riporta un recente test che ha messo a confronto numerosi profili con l'adesione pull-off. È stato utilizzato un dispositivo da campo semplice e a basso costo per ottenere 3 parametri del profilo da una misurazione con nastro di replica: altezza del profilo, densità di picco e area superficiale sviluppata. Le superfici di prova sono state rimisurate con complessi e costosi microscopi 3D e i risultati sono stati confrontati con quelli del nastro di replica.
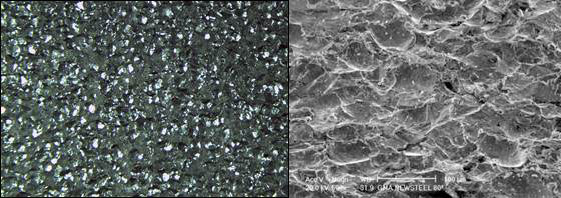
La sabbiatura e la pulizia con elettroutensili delle superfici in acciaio rimuovono i rivestimenti precedenti, le incrostazioni, la ruggine e i contaminanti. Inoltre, irruvidisce la superficie per migliorare l'adesione del rivestimento. Il profilo superficiale risultante, o modello di ancoraggio, è costituito da un complesso schema di picchi e valli che deve essere valutato con precisione per garantire la conformità alle specifiche del lavoro o del contratto e assicurare il successo del progetto di rivestimento (Fig. 1).
È generalmente accettato che la natura di queste superfici sia predittiva delle prestazioni del rivestimento a lungo termine. Le caratteristiche di una superficie sabbiata includono l'altezza del picco, la densità del picco, l'area della superficie sviluppata, l'angolarità, la nitidezza e la forma. Oggi si misura comunemente solo l'altezza di picco (H). Se l'altezza è insufficiente, la vernice non aderisce. Se è troppo alta, è necessaria una maggiore quantità di vernice per riempire le "valli" e i picchi più alti possono sporgere attraverso la vernice e diventare focolai di corrosione.
I primi metodi di caratterizzazione consistevano in standard visivi che venivano posizionati sulla superficie sabbiata per il confronto. Questa soluzione qualitativa, tuttora utilizzata, è stata ampiamente soppiantata da dispositivi di misurazione quantitativa che variano per prezzo e complessità a seconda che siano destinati all'uso sul campo o in laboratorio. I metodi attuali e più diffusi sul campo prevedono la misurazione dell'altezza media del profilo da picco a valle utilizzando micrometri di profondità e/o nastri di replica.
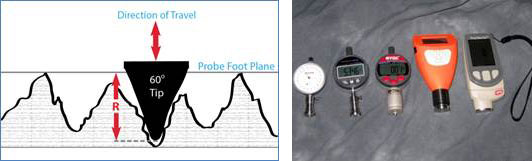
Uno strumento micrometrico di profondità per profili superficiali è dotato di una base piatta che poggia sulla superficie e di una sonda caricata a molla che scende nelle valli del profilo superficiale. La base piatta poggia sui picchi più alti e ogni misura è quindi la distanza tra i picchi locali più alti e la particolare valle in cui la punta si è proiettata. Generalmente destinati a superfici piane, questi dispositivi hanno il vantaggio di misurare grandi altezze di profilo che superano la portata della maggior parte degli altri strumenti (Fig. 2).
Il nastro di replica, oggetto del presente lavoro, è noto da tempo per la caratterizzazione delle superfici. È semplice, relativamente economico ed è particolarmente utile per le superfici curve. Il suo funzionamento è descritto in numerosi standard internazionali, tra cui ASTM1 D44172, ISO 8503-53, NACE RP02874 e AS 3894.55.
Il nastro Replica è costituito da uno strato di schiuma comprimibile applicato a un substrato di poliestere incomprimibile di spessore altamente uniforme di 2 mils +0,2 mils6 (50,8 microns + 5 microns). Quando viene premuta contro una superficie d'acciaio irruvidita, la schiuma collassa e forma un'impronta della superficie. Ponendo il nastro compresso tra le incudini di un calibro di spessore micrometrico e sottraendo il contributo del substrato incomprimibile, 2 mil o 50,8 micron, si ottiene una misura dell'altezza del profilo superficiale (Fig. 3).

Nel 1974 Keane et al.7 scrissero che una superficie preparata per la verniciatura mediante sabbiatura non poteva essere completamente descritta dalla sola misurazione della distanza picco-valle (H). Il loro articolo supportava l'esperienza sul campo che suggeriva l'esistenza di un altro parametro importante oltre ad H, ovvero il numero di picchi per unità di lunghezza (Peak Count - Pc) o di picchi per unità di area (Peak Density - Pd). Oltre ad aumentare la superficie di adesione, il documento spiegava che l'aumento del numero di picchi in un'area definita aumentava l'angolarità di quell'area. Ciò comporta una maggiore sollecitazione di adesione al taglio sul rivestimento piuttosto che una sollecitazione di trazione (pull-off). Questo aumenta la forza di adesione del rivestimento applicato, poiché i valori di taglio sono sempre superiori a quelli di trazione. Il rivestimento applicato, ovviamente, deve bagnare il 100% della superficie.
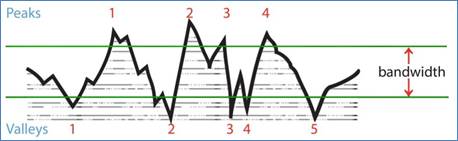
La Figura 4 è un esempio semplificato del motivo per cui sia l'altezza del picco sia la densità del picco sono importanti per la comprensione delle prestazioni del rivestimento. Le due superfici hanno geometrie diverse, ma le misure di altezza sono le stesse. Per avere un quadro più chiaro della superficie disponibile per l'incollaggio, è necessario ottenere anche le misure del numero di picchi. Inoltre, entrambi i valori misurati consentono di studiare l'aumento dell'area superficiale derivante dal processo di sabbiatura.

È indubbio che le misurazioni della densità di picco siano importanti per l'industria della corrosione, ma finora il problema è che il conteggio dei picchi non è stato facile da determinare.
Nel giugno 2005 un importante articolo di Roper et al.8 ha riportato che il numero di picchi può essere controllato e, come l'altezza del picco, influisce sulle prestazioni del rivestimento. Il loro lavoro ha portato alla creazione della norma ASTM D71279, anch'essa pubblicata nello stesso anno.
In un articolo successivo, l'anno successivo, hanno concluso che "i profili d'acciaio ottimali per un'ampia gamma di rivestimenti industriali standard che bagnano completamente le superfici sono un'altezza del profilo da 2 a 3 mil (da 50 a 75 micron) e un numero di picchi compreso tra 110 e 150 picchi/pollice (40 e 60 picchi/cm). "Il numero ottimale di picchi per un particolare rivestimento dipende dalle sue proprietà reologiche". Hanno spiegato che "una regola generale per regolare il numero di picchi al fine di ottimizzare le prestazioni del rivestimento è quella di utilizzare l'abrasivo più piccolo e più duro che sia in grado di svolgere il lavoro. Per ottenere una superficie uniforme, è necessario controllare la tecnica di sabbiatura e la dimensione delle particelle dell'abrasivo. Il rivestimento deve essere in grado di bagnare completamente la superficie".10
Gli autori raccomandavano di utilizzare nel settore della corrosione gli strumenti di rugosità a stilo, il miglior strumento da campo disponibile at 'epoca, per fornire entrambe le informazioni critiche sul profilo: altezza del picco e densità del picco.
Gli strumenti di rugosità a stilo registrano i movimenti verso l'alto e verso il basso di uno stilo esterno che attraversa una superficie (Fig. 5). Misurano un parametro di altezza chiamato Rt, in conformità alla norma ISO11 428712, che indica la distanza verticale tra il picco più alto e la valle più bassa entro una determinata lunghezza di valutazione di 0,5 pollici (12,5 mm). Vengono eseguite cinque tracce e i valori Rt vengono mediati per ottenere la media delle distanze massime tra picco e valle.
Uno studio ASTM round robin del 201113 ha stabilito che l'altezza picco-valle Rt, misurata da strumenti di rugosità a stilo, è strettamente correlata a H, misurata da micrometri di profondità e nastro di replica.

Ma se gli strumenti di rugosità a stilo possono generare misure sia dell'altezza dei picchi che del numero di picchi incontrati lungo una lunghezza di campionamento, perché il settore della corrosione ha tardato ad adottarli?
Probabilmente questa riluttanza si basa su ragioni economiche e pratiche. Gli strumenti di rugosità a stilo sono fragili per natura, poiché dipendono da uno stilo calibrato con precisione che spesso si estende a una certa distanza dal corpo del dispositivo stesso. Possono essere complessi da configurare e da utilizzare e riportano una serie di parametri di rugosità che sono di interesse limitato per l'industria dei rivestimenti. Tutti questi fattori probabilmente dissuadono i potenziali utenti.
Quali altre soluzioni di misura sono disponibili? Nel settore della corrosione si ritiene aneddoticamente che i dispositivi di misurazione definitivi debbano utilizzare metodi di laboratorio come l'interferometria a luce bianca, la microscopia a variazione di fuoco, la microscopia laser confocale e la microscopia a forza atomica. Tuttavia, questi potenti strumenti sono difficili da usare quando si misurano superfici sabbiate complesse. Sono costosi da acquistare, non funzionano sul campo e richiedono una formazione approfondita per impostare una miriade di parametri di test per l'analisi topografica, tra cui regioni di banda morta, grafici a scala di area, analisi a scala di complessità, filtri, cuciture e dimensioni delle patch dell'area spaziale.
I professionisti della corrosione vogliono semplicemente sapere se hanno una buona superficie su cui applicare un rivestimento. La superficie è stata preparata in modo adeguato? È accettabile per il cliente? Vogliono obiettivi misurabili e parametri di sabbiatura regolabili con cui raggiungere tali obiettivi.
È quindi auspicabile disporre di uno strumento da campo robusto e conveniente, progettato specificamente per il settore della corrosione, che fornisca sia le misure dell'altezza del picco (H) sia quelle della densità del picco (Pd), per fornire agli ispettori una previsione più significativa e funzionalmente correlativa delle prestazioni del rivestimento durante la preparazione della superficie.
La soluzione sta nel nastro di replica. Non è noto a tutti che le repliche della superficie ottenute con il nastro Testex contengono molte più informazioni della semplice altezza del picco misurata da un micrometro. Dati significativi sono disponibili attraverso l'imaging digitale.
Il nastro di replica è stato utilizzato per misurare il profilo dell'acciaio sabbiato sin dalla fine degli anni '60. Il suo funzionamento è descritto in numerosi standard internazionali, tra cui ASTM D4417, ISO 850-5 e NACE RP02. Il suo funzionamento è descritto in numerosi standard internazionali, tra cui ASTM D4417, ISO 8503-5 e NACE RP0287. Rispetto ad altri metodi, presenta i vantaggi della robustezza, del costo di avviamento relativamente basso, della buona ripetibilità e della possibilità di conservare una replica fisica della superficie da valutare. Il metodo è ampiamente utilizzato e conosciuto. (Fig.7)

Un ulteriore vantaggio, a volte sottovalutato, è che, a differenza delle tecniche a stilo, il metodo di replica campiona un'area contigua bidimensionale (2D) sufficientemente ampia da produrre statistiche robuste. Una singola scansione di un tester elettronico di rugosità superficiale, ad esempio, campiona una linea lungo una superficie sabbiata lunga 12,5 mm (0,5") e larga 10 μm, per un'area totale di 0,12 mm2. Una singola replica in schiuma di plastica campiona circa 31 mm2, un'area 250 volte superiore. Un nuovo approccio consiste nell'utilizzare una proprietà del nastro che è correlata, ma diversa dalla sua capacità di replicare le superfici, ovvero l'aumento della trasmissione ottica del nastro quando viene compresso. La trasmissione è proporzionale al grado di compressione. Molti dei test eseguiti per questo lavoro hanno utilizzato i tipi di nastro di replica Coarse e X-Coarse esistenti. Per migliorare la risoluzione ottica e ridurre gli artefatti ottici, la Testex Company14 ha fornito anche una versione di grado ottico del suo nastro di grado X-Coarse che è stato recentemente reso disponibile in commercio.
Una fotografia di un pezzo di nastro retroilluminato (Fig. 9) rivela aree chiare di maggiore compressione (picchi) e aree scure di minore compressione (valli).

Utilizzando il principio della trasparenza, il conteggio dei picchi può essere determinato semplicemente contando i punti luminosi sull'impronta rilevati da un sensore di immagine digitale. Queste misure di luminosità corrispondono a misure di spessore che, a loro volta, rispecchiano il profilo della superficie originale. Uno strumento portatile (Fig. 11) è in grado di identificare i picchi e di determinare la densità areale dei picchi, ossia il numero di picchi presenti per millimetro quadrato, o Pd, come definito dalla norma ASME B46.115.
Sebbene siano molto diffusi nelle industrie di lavorazione dei metalli, i misuratori di rugosità basati su stilo si scontrano con i modelli complessi generati dalle operazioni di pulizia delle superfici. Misurano solo una singola linea su una superficie irruvidita e la maggior parte delle caratteristiche registrate come "picchi" sono in realtà "spalle del picco" in cui lo stilo ha tracciato sul lato del picco piuttosto che sulla parte superiore del picco (Fig. 16). Al contrario, i contatori di picchi a nastro replica, come i delicati e costosi profilatori ottici interferometrici da laboratorio, calcolano le vere densità di picco bidimensionali.
Un altro vantaggio di queste immagini è che viene utilizzato un numero maggiore di dati per ricavare ogni misura (1.000.000 di punti per una singola misurazione con nastro di replica contro i 5.000 punti per una singola scansione con stilo da 1"). Inoltre, tutto questo viene fatto con un robusto strumento da campo che utilizza hardware poco costoso per ottenere dati di caratterizzazione superficiale simili a quelli ottenuti con strumenti da laboratorio.
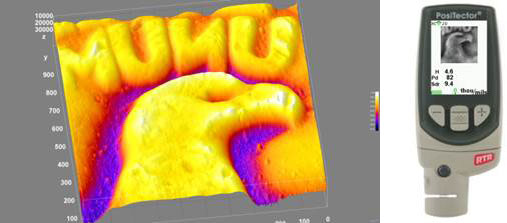
Una volta applicata la relazione spessore/trasparenza all'interpretazione dell'immagine di intensità, è possibile estrarre ulteriori parametri di caratterizzazione della superficie utilizzando un software di rendering tridimensionale (3D). Il risultato è costituito da mappe 3D della superficie dell'acciaio sabbiato at un costo di gran lunga inferiore a quello dei dispositivi di profilazione interferometrici o confocali. Un esempio del funzionamento del processo è illustrato nelle Figure da 10 a 12.



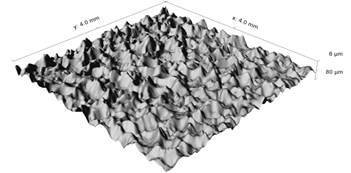
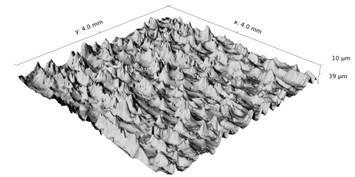
Dalle immagini 3D è possibile misurare un ultimo parametro correlato che si ritiene contribuisca a promuovere il legame chimico e meccanico, ovvero l'aumento dell'area superficiale risultante da un'operazione di sabbiatura. Sdr è il Rapporto di Area Interfacciale Sviluppata16 , espresso come la percentuale di superficie aggiuntiva apportata dalla texture rispetto a un piano ideale delle dimensioni della regione di misurazione. I professionisti del rivestimento ritengono che questo parametro del profilo fornisca una correlazione funzionale alla tecnica di applicazione, fornendo un valore di rugosità - l'area superficiale aggiuntiva creata dalla sabbiatura come aumento percentuale (area reale / area x-y).17 Le discussioni successive di questo documento, tuttavia, suggeriranno che non c'è molto valore pratico nel riportare l'area superficiale sviluppata nel settore della sabbiatura.
Per corroborare le misure del nastro replicato in 3D, i due nuovi parametri ottenuti dal nastro, la densità di picco Pd e l'area superficiale sviluppata Sdr, sono stati confrontati con due metodi di misurazione della rugosità superficiale consolidati: la microscopia confocale e la profilometria a stilo.
Il primo passo è stato quello di confermare che l'imaging dell'intensità luminosa della replica del nastro ha prodotto valori di Pd e Sdr paragonabili a quelli ottenuti con metodi di laboratorio noti. È stato condotto uno studio utilizzando tre pannelli di acciaio preparati da KTA Labs18. Sono stati utilizzati i mezzi di sabbiatura Amasteel G, GMA Garnet Coarse e Amasteel S-230/G40. I tre pannelli sono stati inviati a WPI19 insieme a 3 set di nastri di replica bruniti di grado ottico per la misurazione con un microscopio confocale LEXT (Fig. 13).

Le immagini sono state sogliate at valore medio più il 10% di Sz20. Tutte le isole superiori a 1.000 µm2 sono state contate come un picco a fini comparativi. I risultati sono stati comparabili (Fig. 14).

Per confrontare le misurazioni effettuate con le immagini del nastro replicato in 3D e gli strumenti di rugosità a stilo, sono state effettuate misurazioni della densità di picco sui cinque pannelli utilizzati nello studio ASTM round robin del 2011. Sono stati forniti i risultati dei test dello stilo di undici operatori indipendenti che hanno misurato i conteggi lineari dei picchi, Pc o Rpc, cinque volte su ciascuno dei cinque pannelli utilizzando tre strumenti di rugosità dello stilo disponibili in commercio: Mitutoyo SJ-201, Taylor Hobson Surtronic 25 e MahrSurf PS1.
Per ottenere i dati di imaging 3D del nastro di replica, sono state eseguite tre bruniture su ciascun pannello utilizzando un nastro di replica di grado ottico e misurate con il riproduttore di nastro di replica PosiTector 6000 RTR-P (Fig. 11).
Poiché gli strumenti di rugosità a stilo forniscono una misura 2D in picchi/mm e il metodo del nastro di replica 3D fornisce misure in picchi/mm2, le due serie di dati non sono direttamente comparabili. Ai fini di questa analisi, le misure di rugosità dello stilo sono state quadrate, in modo che entrambe le tecniche di misurazione fornissero misure dimensionalmente comparabili. Il confronto tra i metodi di misurazione è riassunto nella figura 15.

Come si può notare dal grafico, esiste una forte relazione lineare tra i due metodi di misurazione. Le misure su quattro dei cinque pannelli testati rientrano in una deviazione di standard dalla linea di tendenza che passa per l'origine. Tuttavia, dalla figura 15 si possono trarre due osservazioni. In primo luogo, non esiste una relazione 1:1 tra i due metodi di misurazione. In secondo luogo, i dati non si adattano perfettamente alla linea di tendenza, con un valore R2 di 0,91.
L'assenza di una relazione 1:1 tra le misure quadrate dello strumento a stilo e i metodi di imaging 3D non sorprende. Sebbene la quadratura delle misurazioni dello strumento a stilo dia luogo a misurazioni con le stesse dimensioni, non può tenere conto della natura bidimensionale dello strumento a stilo. Ad esempio, quando si traccia una linea retta è possibile attraversare una cresta più volte, ottenendo più "picchi", mentre in realtà c'è un solo picco adiacente al percorso dello stilo. Inoltre, la classificazione di ciò che costituisce un "picco" in tre dimensioni non è banale e l'analisi delle immagini 3D probabilmente ignora elementi che verrebbero registrati come picchi sullo strumento di rugosità dello stilo.

Gli strumenti di rugosità a stilo possono registrare 0, 1 o 2 picchi a seconda del percorso della traccia. Non è chiaro perché i dati non si adattino perfettamente alla linea di tendenza. Poiché ciascuno dei cinque pannelli di prova doveva riflettere un'ampia gamma di metodi di preparazione diversi, è probabile che la discrepanza sia dovuta at in parte alle carenze dello strumento a stilo. Sui profili con picchi stretti e taglienti, lo stilo può talvolta girare intorno al picco, invece di passarci sopra. Ciò può comportare una lettura insufficiente da parte dello strumento a stilo su alcuni profili.
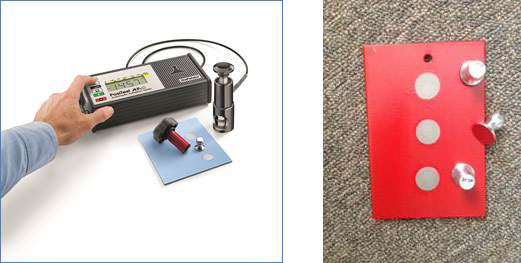
Considerata la precedente ricerca di Roper et al. sulla correlazione tra l'adesione e l'altezza del profilo (H) e la densità di picco (Pd), è stato condotto uno studio per determinare se i metodi di imaging a nastro con replica 3D fornissero risultati simili. Venticinque campioni di acciaio sono stati preparati con Sponge-Jet21 utilizzando diversi mezzi di sabbiatura. Dopo la sabbiatura, sono state eseguite le misurazioni con il riproduttore di immagini a nastro 3D. I campioni sono stati poi spruzzati con un rivestimento epossidico, acrilico bicomponente e polimerico composito e lasciati polimerizzare. Su ciascun campione sono state quindi eseguite tre prove di adesione pull-off secondo il metodo di prova descritto nella norma ASTM D454122, utilizzando un tester di adesione pull-off idraulico di tipo V descritto nell'allegato A4 (metodo di prova E) di tale sito standard (Fig. 17).
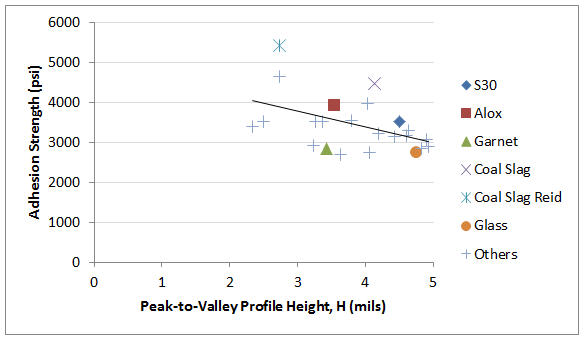
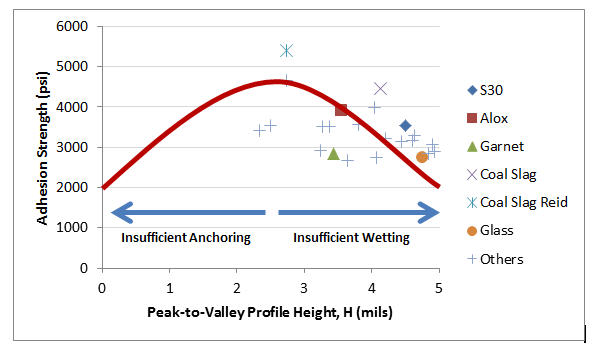
Nell'articolo di Roper et al. del 2006, si teorizzava che "In base all'esperienza degli autori, i profili d'acciaio ottimali per un'ampia gamma di rivestimenti industriali standard che bagnano completamente le superfici hanno un'altezza del profilo compresa tra 2 e 3 millimetri (50-75 micron)". Le osservazioni di questo studio sembrano confermare questa ipotesi. Le forze di adesione più elevate sono state osservate nell'intervallo tra i 2 e i 3 mil, con valori di adesione decrescenti all'aumentare dell'altezza del profilo oltre i 3 mil (Fig. 18). Sebbene non siano stati prelevati campioni con altezze del profilo inferiori a 2 mil, si ipotizza che i livelli di adesione comincino a diminuire con la diminuzione dell'altezza del profilo. Come affermato in precedenza in questo documento, si ipotizza che l'adesione inizi a diminuire at profili superiori a 3 mil perché il rivestimento non riesce a bagnare completamente il substrato. Si ipotizza che l'adesione inizi a diminuire at profili inferiori a 2 mil perché il profilo non è sufficiente ad ancorare il rivestimento. Una linea di tendenza ipotetica con Pd e Sdr costanti è sovrapposta ai dati di questo studio nella figura 19.
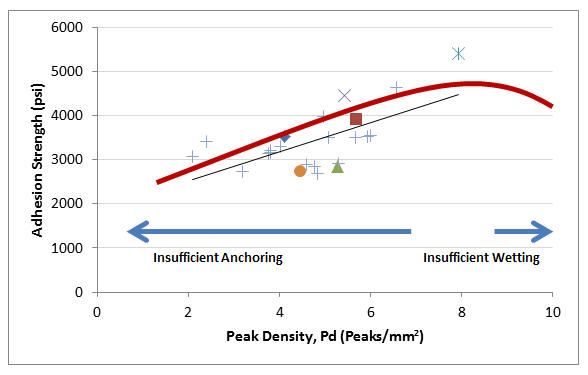
Sembra esserci una forte correlazione positiva tra la densità dei picchi e l'adesione (Fig. 20), rafforzando l'ipotesi di Roper et al. che il numero di picchi sia rilevante per le prestazioni del rivestimento. Il loro articolo afferma che "i profili ottimali dell'acciaio per un'ampia gamma di rivestimenti industriali standard che bagnano completamente le superfici sono ... un numero di picchi compreso tra 110 e 150 picchi/in (40 e 60 picchi/cm)".

Poiché gli autori hanno utilizzato un profilometro a stilo nella loro ricerca, i loro dati non sono direttamente confrontabili con quelli di questo studio. Tuttavia, utilizzando l'apparente relazione tra le misure del profilometro a stilo e le misure ottiche del nastro di replica 3D riportate in precedenza in questo lavoro, è possibile ricavare una densità di picco 3D equivalente compresa tra 4 e 8 picchi/mm2 . Si ipotizza quindi che la relazione positiva osservata tra forza di adesione e densità di picco non persista at densità di picco superiori a quelle osservate in questo studio. Questa relazione teorizzata tra adesione e Pd con H e Sdr costanti è mostrata nella Figura 21.
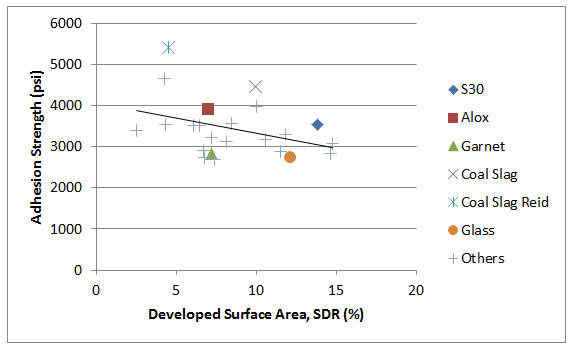
Un grafico dell'area superficiale sviluppata osservata in funzione dell'adesione è riassunto nella figura 22. I dati sembrano at contraddire l'affermazione di Roper et al. secondo cui "maggiore è l'area superficiale per il rivestimento, meglio è". Tuttavia, gli autori proseguono affermando che i due metodi principali per aumentare l'area superficiale, l'aumento dell'altezza del picco e l'aumento della densità del picco, possono inibire la bagnatura ed essere dannosi per le prestazioni del rivestimento oltre un punto ottimale. Si ritiene che i dati di questo studio riflettano le loro affermazioni. Le elevate misurazioni dell'area superficiale sviluppata in diversi campioni (ad esempio, le perle di vetro) sembrano essere il riflesso delle elevate distanze tra i picchi e le valli in quei campioni. Non sorprende quindi che i campioni con aree superficiali sviluppate elevate, dovute a distanze picco-valle troppo alte, abbiano mostrato prestazioni di rivestimento scadenti.
Si ritiene che l'aumento della superficie risultante dalla sabbiatura sia direttamente correlato all'altezza del picco e alla densità del picco, eliminando così la necessità di misurarlo e riportarlo. Un'ulteriore discussione è riportata nell'Appendice.
È generalmente accettato che la natura delle superfici di acciaio pulite con granigliatura abrasiva sia predittiva delle prestazioni del rivestimento a lungo termine. L'industria della corrosione non comprende appieno le dinamiche di questo complesso problema, ma ha a disposizione diversi parametri misurabili, tra cui l'altezza del picco, la densità del picco, l'area superficiale, l'angolarità, la nitidezza e la forma. Le convinzioni comuni del settore suggeriscono che l'aumento di alcuni di questi parametri migliorerà le prestazioni del rivestimento a lungo termine. I dati empirici suggeriscono che non è così semplice.
Il più importante di questi parametri, l'altezza del picco (H), è oggi comunemente misurato e di solito è l'unico parametro riportato. Sebbene la sua importanza sia innegabile, un parametro da solo non descrive completamente la dinamica del rapporto rivestimento/substrato.
Anche la densità di picco (Pd) è un importante indicatore delle prestazioni. Sebbene non possa essere una misura unica come lo è stato l'H per diversi decenni, insieme all'H fornisce una migliore previsione delle prestazioni del rivestimento a lungo termine, misurate dai test di adesione pull-off.
Questa relazione spiega perché le misure di H da sole non sono sempre state un metodo affidabile per prevedere le prestazioni di tutti i tipi di rivestimento. Un rivestimento può legarsi a una superficie con H basso e Pd alto altrettanto bene che a una con H alto e Pd basso. Per questo motivo l'industria della corrosione dovrebbe riportare entrambi i valori in modo che i clienti possano determinare il rapporto migliore per la loro particolare applicazione di rivestimento. Entrambi i parametri sono controllati con la corretta selezione del tipo e della dimensione del materiale abrasivo. Forse in futuro verrà specificato un parametro ibrido.
Le repliche di superficie ottenute con il nastro replicante contengono molte più informazioni del semplice H misurato da un micrometro. Dati significativi sono disponibili attraverso l'imaging digitale. Un apparecchio portatile semplice e a basso costo che utilizza sensori di spessore e di imaging può caratterizzare il nastro di replica e generare immagini e statistiche della superficie originale, soprattutto del Pd.
I risultati di questo studio confermano una stretta relazione tra la replica del nastro, la rugosità dello stilo e le misure al microscopio confocale dei due parametri più importanti:
H - La media delle distanze massime tra i picchi e le valli ottenuta misurando lo spessore del nastro di replica brunito con un micrometro o un sensore di spessore che si adatta alla non linearità del nastro. I migliori valori di adesione al pull-off si ottengono con altezze del profilo uniformi nell'intervallo di 2,5 mil (65 µm) con una superficie ad alto numero di picchi in cui i rivestimenti applicati bagnano il cento per cento della superficie.
Pd - Densità areale di picco conforme alla norma ASME B46.1. Aumentando questo valore si aumenta l'angolarità per sviluppare una maggiore forza di adesione a taglio piuttosto che a trazione. Per ottenere la migliore adesione del rivestimento (protezione dalla corrosione), il numero di picchi deve essere il più alto possibile, pur garantendo la completa bagnatura della superficie preparata.
L'autore desidera ringraziare l'assistenza di Leon Vandervalk della DeFelsko Corporation.
Limitazioni di Sdr
Secondo la norma ASME B46.1, il rapporto di area interfacciale sviluppata Sdr è la percentuale di superficie aggiuntiva apportata dalla texture rispetto a un piano ideale delle dimensioni della regione di misura, come calcolato nella figura 23. Il rapporto è calcolato in funzione della scala sommando le aree di una serie di piastrelle virtuali che coprono la superficie misurata in modo patchwork. Si calcola in funzione della scala sommando le aree di una serie di piastrelle virtuali che coprono la superficie misurata in modo patchwork.
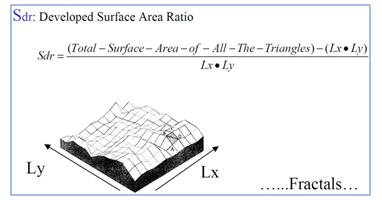
La difficoltà nell'utilizzare questo metodo per caratterizzare una superficie di acciaio sabbiato è che i calcoli sono soggetti all'interpretazione della definizione. Se un laboratorio sceglie una dimensione del triangolo molto piccola con un dispositivo di scansione ad alta risoluzione, dichiarerà inevitabilmente un aumento della superficie maggiore rispetto a un altro laboratorio che utilizza un'apparecchiatura diversa con impostazioni di soglia più basse (Fig. 24). L'area totale misurata dalle piastrelle triangolari aumenta al diminuire della scala di osservazione (area delle piastrelle).


Si ritiene che l'aumento della superficie risultante dalla sabbiatura sia direttamente correlato all'altezza del picco e alla densità del picco, eliminando così la necessità di misurarlo e riportarlo. H e Pd sono sufficienti. Un'alternativa è quella di calcolarla in modo simile alla seguente formula pitagorica:

Si ipotizza che, se l'altezza del picco e la densità del picco fossero mantenute costanti, ci sarebbe una correlazione positiva tra l'area superficiale sviluppata e la forza di adesione. Tuttavia, questa correlazione positiva appare lieve e, come dimostra questo studio, non è significativa rispetto agli effetti dell'altezza e della densità di picco. Inoltre, l'autore di questo lavoro non conosce alcun mezzo pratico per modificare l'area superficiale sviluppata con mezzi abrasivi mantenendo costanti i valori di altezza e densità di picco. Pertanto, sembra che non ci sia molto valore pratico nel riportare l'area della superficie sviluppata nell'industria della granigliatura.
-------------------------------------------------------------------------------------------------------------------
1 ASTM International, 100 Barr Harbor Drive, West Conshohocken, PA 19428.
2 ASTM D4417 "Standard Test Methods for Field Measurement of Surface Profile of Blast Cleaned Steel" (ASTM International, West Conshohocken, PA)
3 ISO 8503-5 "Preparazione di substrati di acciaio prima dell'applicazione di vernici e prodotti correlati - Caratteristiche di rugosità superficiale di substrati di acciaio puliti con sabbiatura - Parte 5: Metodo di replica a nastro per la determinazione del profilo superficiale" (Ginevra, Svizzera: ISO)
4 NACE Standard RP0287-2002, "Field Measurement of Surface Profile of Abrasive Blast-Cleaned Steel Surfaces Using a Replica Tape". (Associazione nazionale degli ingegneri della corrosione (NACE), 1440 South Creek Dr., Houston, TX USA 77084-4906).
5 Australian Standard AS 3894.5-2002, "Test in sito dei rivestimenti protettivi, Metodo 5: Determinazione del profilo superficiale". (Standards Australia, GPO Box 476, Sydney NSW 2001 Australia)
6 Per la conversione da unità imperiali a unità metriche, utilizzare 1 mil = 25,4 micron (μm).
7 J.D. Keane, J.A. Bruno e R.E.F. Weaver, Surface Profile for Anti-Corrosion Paints, Publication #74-01, SSPC: The Society for Protective Coatings, Pittsburgh, PA 15222, 1974.
8 H.J. Roper, R.E.F. Weaver e J.H. Brandon, The Effect of Peak Count or Surface Roughness on Coating Performance, Journal of Protective Coatings and Linings, giugno 2005, pagg. 52-64.
9 ASTM D7127 "Standard Metodo di prova per la misurazione della rugosità superficiale di superfici metalliche sottoposte a sabbiatura con uno strumento elettronico portatile a stilo" (ASTM International, West Conshohocken, PA)
10 H.J. Roper, R.E.F. Weaver e J.H. Brandon, Peak Performance from Abrasives, Journal of Protective Coatings and Linings, giugno 2006, pagg. 24-31.
11 Organizzazione internazionale per la standardizzazione (ISO), 1 rue de Varembé, Caso postale 56, CH-1211, Ginevra 20, Svizzera
12 ISO 4287: 1997 "Specifiche geometriche di prodotto (GPS) - Struttura della superficie: Profile Method-Terms, Definitions, andSurface Parameters" (Ginevra, Svizzera: ISO).
13 Rapporto di ricerca ASTM RR:D01-1169 (ASTM International, West Conshohocken, PA)
14 Testex, 8 Fox Lane, Newark, DE 19711 USA
15 ASME B46.1-2009 "Struttura della superficie (rugosità, ondulazioni e stratificazione della superficie)" (American Society of Mechanical Engineers, Three Park Avenue, New York, NY 10016-5990 USA)
16 ISO 25178-2 "Specifiche geometriche di prodotto (GPS) - Tessitura superficiale: Areale - Parte 2: Termini, definizioni e parametri di tessitura superficiale" (Organizzazione internazionale per la standardizzazione (ISO), 1 rue de Varembé, Case postale 56, CH-1211, Ginevra 20, Svizzera).
17 C.A. Brown e S. Siegmann, "Scale fondamentali dell'adesione e analisi frattale su scala areale", International Journal of Machine Tools and Manufacture, 41 (2001) 1927-1933.
18 KTA-Tator, Inc. (KTA), 115 Technology Drive, Pittsburgh, PA 15275 USA.
19 Worcester Polytechnic Institute. (WPI), 100 Institute Rd., Worcester, MA 01609-2208 USA Matthew A. Gleason sotto la supervisione del professor Christopher A. Brown.
20 È un parametro 3D espanso dal parametro di rugosità (2D) Rz. È la distanza tra il picco massimo e la valle massima sulla superficie all'interno dell'area misurata.
21 Sponge-Jet, Inc., 14 Patterson Lane, Newington, NH 03801 USA, sotto la supervisione di Michael Merritt.
22 ASTM D4541 "Standard Metodo di prova per la forza di distacco dei rivestimenti mediante tester di adesione portatili" (ASTM International, West Conshohocken, PA)
23 Christopher A. Brown, William A. Johnsen, Kevin M. Hult, Sensibilità alla scala, analisi frattale e simulazioni, Int. J. Mach. Tools Manufact. Vol. 38, nn. 5-6, pp. 633-637, 1998)

DAVID BEAMISH (1955 - 2019), ex presidente di DeFelsko Corporation, un'azienda di New York produttrice di strumenti di prova portatili per rivestimenti venduti in tutto il mondo. Laureato in ingegneria civile, ha maturato oltre 25 anni di esperienza nella progettazione, produzione e commercializzazione di questi strumenti di prova in diversi settori internazionali, tra cui la verniciatura industriale, l'ispezione della qualità e la produzione. Ha condotto seminari di formazione ed è stato membro attivo di varie organizzazioni tra cui NACE, SSPC, ASTM e ISO.


.jpg)


