
Questo lavoro valuterà i metodi utilizzati per misurare i profili delle superfici creati da utensili elettrici, in particolare ablatori air ago air , pulitori a setole e ablatori a roto-pallini. Particolare attenzione verrà posta sull'uso del nastro di replica e sulla sua capacità di caratterizzare i profili di varie superfici utilizzando un lettore digitale di nastro di replica con capacità di imaging 3D. Più specificamente, questo documento determinerà se i metodi di misurazione descritti nella norma ASTM D4417 sono appropriati per la misurazione dei profili prodotti dagli utensili elettrici.
La NAVSEA definisce gli utensili elettrici manuali come dispositivi automatici portatili utilizzati per la preparazione delle superfici, che possono essere suddivisi in tre categorie fondamentali:
Mentre esistono molti standard relativi alla misurazione dei profili superficiali prodotti dalla sabbiatura di superfici in acciaio, ci sono poche ricerche o indicazioni per la misurazione dei profili creati da utensili elettrici.
Il presente lavoro esamina tre metodi di misurazione comuni per la determinazione dei parametri del profilo superficiale e ne valuta l'efficacia su superfici preparate con utensili elettrici: micrometri a molla con nastro di replica, micrometri di profondità e strumenti di rugosità a stilo. Per questo studio sono stati esaminati i profili prodotti da ablatori air ago air , pulitori a setole e rotopallinatori su pannelli di prova in acciaio.
Si presterà attenzione all'efficacia di ciascun metodo di misurazione su tutti e tre i profili prodotti dagli elettroutensili e all'eventuale presenza di caratteristiche del profilo che pongono problemi. Attraverso la valutazione dei dati, il tracciamento dei risultati successivi e l'uso di immagini 3D della superficie, verrà formulata una raccomandazione finale su quale sia il metodo di misurazione più appropriato.
La preparazione della superficie influisce direttamente sulle prestazioni dei sistemi di rivestimento protettivo. È fondamentale garantire che la superficie sia pulita da ruggine e scaglie, nonché da contaminanti superficiali come sporco, olio, sali solubili e grasso. Altrettanto importante è il profilo della superficie, le cui caratteristiche contribuiscono alla durata del rivestimento e alla forza di adesione. La valutazione del profilo superficiale diventa quindi un esercizio critico.
Gli elettroutensili sono spesso utilizzati per pulire le superfici in acciaio prima dell'applicazione di rivestimenti protettivi. Mentre il profilo delle superfici sabbiate viene misurato abitualmente con nastri di replica, micrometri di profondità o strumenti portatili di rugosità a stilo, i professionisti dei rivestimenti sono spesso incerti su quale sia il metodo più adatto per i profili creati dagli elettroutensili, compresi gli ablatori air , i pulitori a setole e gli ablatori a rotopercussione.
L'impatto abrasivo produce modelli complessi e casuali sulla superficie. Tuttavia, i profili superficiali prodotti dagli utensili elettrici presentano schemi ripetitivi che rappresentano una sfida per la misurazione corretta dell'altezza picco-valle e della densità di picco.
In un articolo scritto nel febbraio 2015, D. Beamish2 ha illustrato come il nastro di replica possa essere utilizzato per determinare i parametri critici del profilo superficiale per le superfici in acciaio sabbiato e ha messo in relazione questi parametri con la forza di adesione al pull-off. In particolare, l'articolo illustrava come le misurazioni con nastro di replica fornissero un numero significativamente maggiore di informazioni rispetto ad altri metodi di misurazione, consentendo di determinare la densità di picco (Pd) e il rapporto di area interfacciale sviluppata (Sdr), direttamente correlati alla forza di adesione pull-off. Inoltre, è stato dimostrato che i parametri superficiali misurati con il nastro di replica erano strettamente correlati alle tecniche di misurazione consolidate per i profili sabbiati, come la microscopia confocale e la profilometria a stilo. Il presente lavoro si propone di approfondire l'analisi e di determinare l'idoneità del nastro di replica non solo per misurare i parametri superficiali dei profili sabbiati, ma anche per misurare il profilo superficiale di una serie di superfici preparate con utensili elettrici.
Il nastro di replica è stato utilizzato fin dagli anni '60 per misurare il profilo superficiale dell'acciaio sabbiato. Ampiamente utilizzato nell'industria dei rivestimenti, il nastro replica è costituito da uno strato di schiuma plastica indeformabile attaccato a un substrato di poliestere non comprimibile di spessore altamente uniforme di 2 mil ± 0,2 mil (50,8 micron ± 5 micron). Lo spessore della schiuma dipende dal tipo di nastro. Il nastro replica è disponibile in due tipi, normale e ottico, e in due gradi, Coarse e X-Coarse. Per la maggior parte delle applicazioni è sufficiente il nastro di replica normale. Il nastro di replica di tipo ottico viene utilizzato per la produzione di immagini 3D della superficie del nastro. I due tipi di nastro sono Coarse, che misura profili da 0,8 a 2,5 mil (da 20 a 64 µm), e X-Coarse, che misura profili da 1,5 a 4,5 mil (da 38 a 115 µm).
Quando viene premuta contro una superficie d'acciaio irruvidita, la schiuma forma un'impronta, o una replica inversa, della superficie. La schiuma può collassare fino a circa il 25% del suo spessore pre-collasso. Pertanto, mentre i picchi più alti della superficie originale spingono verso il supporto in poliestere, la schiuma completamente compressa si sposta lateralmente. Allo stesso modo, le valli più profonde dell'originale creano i picchi più alti della replica.
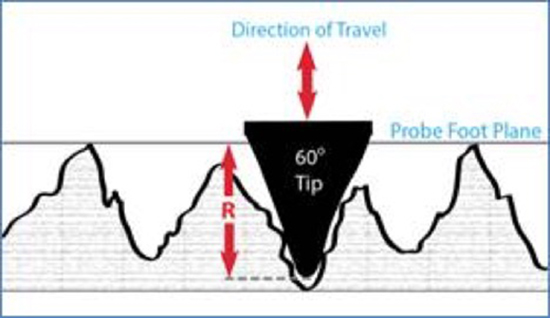
Posizionando il nastro compresso tra le incudini di un micrometro a molla, come il PosiTector RTR H, e sottraendo il contributo del substrato di poliestere incomprimibile (2 mils / 50 µm), si ottiene una misura del profilo di rugosità superficiale medio massimo picco-valle (Fig.1).

Questo metodo di misurazione delle superfici è robusto, relativamente semplice, poco costoso e consente all'utente di conservare una replica fisica della superficie da valutare. È uno dei metodi più comuni per determinare l'altezza picco-valle delle superfici sabbiate nell'industria dei rivestimenti.
Il nastro di replica offre ulteriori vantaggi rispetto ad altri metodi di misurazione, in quanto misura il profilo della superficie su un'area bidimensionale, anziché su un singolo punto o su una linea retta. La punta della sonda di un micrometro di profondità misura un singolo punto con un raggio di circa 0,05 mm (50 micron), per un'area di campionamento di 0,007 mm2. La linea di campionamento tipica di uno strumento di rugosità a stilo è lunga 12,5 mm e larga 4 micron, per un'area di misura totale di 0,05 mm2. L'area di misura del nastro di replica è di 31 mm2. Ciò rappresenta un'area di misurazione circa 258 volte più grande dell'area di misurazione di uno strumento di rugosità a stilo e circa 4.400 volte più grande del micrometro di profondità. Inoltre, quando si utilizza uno strumento come il PosiTector RTR 3Dl'imaging digitale del nastro di replica brunito può produrre immagini 3D dei profili superficiali, consentendo all'utente di osservare visivamente la superficie prima dell'applicazione del rivestimento.
Un micrometro di profondità, come il PosiTector SPGutilizza una base piatta che poggia sui picchi del profilo superficiale e una punta di sonda caricata a molla, montata all'interno della base, che scende nelle valli del profilo. La base piana poggia sui picchi più alti e ogni misura è quindi la distanza tra i picchi locali più alti e la particolare valle in cui la punta si è proiettata, come illustrato nella Figura 2. I micrometri di profondità hanno il vantaggio di poter misurare altezze del profilo che superano la gamma di molti altri strumenti.
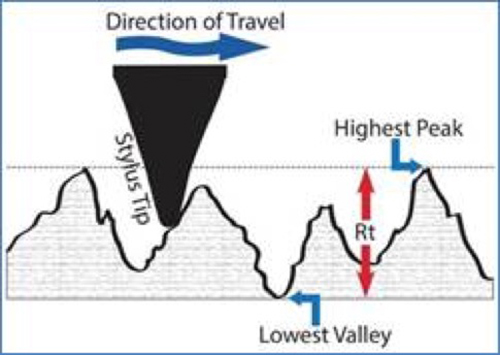
Uno strumento portatile per la rugosità a stilo utilizza uno stilo che viene tracciato at velocità costante su una superficie e registra i movimenti verso l'alto e verso il basso per determinare la Rt, ovvero la distanza verticale tra il picco più alto e la valle più bassa all'interno di una determinata lunghezza di valutazione. Lo strumento misura e registra la distanza verticale percorsa dallo stilo durante il passaggio sulla superficie, come mostrato nella Figura 3.
In genere, una lunghezza di valutazione predeterminata viene suddivisa in 7 lunghezze di campionamento e lo strumento misura l'altezza picco-valle all'interno di ciascuna lunghezza di campionamento, Ry, di ogni sezione, trascurando la prima e l'ultima sezione. La media dei restanti Ry viene utilizzata per calcolare Rz. Per questo studio Rz è equivalente a RzDIN, pari alla media delle distanze tra il picco più alto e la valle più bassa in ogni lunghezza di campionamento, secondo ASME Y14.36M7.
Dodici lastre di acciaio sono state preparate utilizzando tre diversi strumenti elettrici: un ablatore air ago air , un pulitore a setole e un ablatore roto-pelato, illustrati nella Fig. 4. Le lastre sono state etichettate da 1 a 4 all'interno di ciascun gruppo. Queste lastre sono state etichettate da 1 a 4 all'interno di ciascun gruppo.
Sono stati valutati i seguenti pannelli:

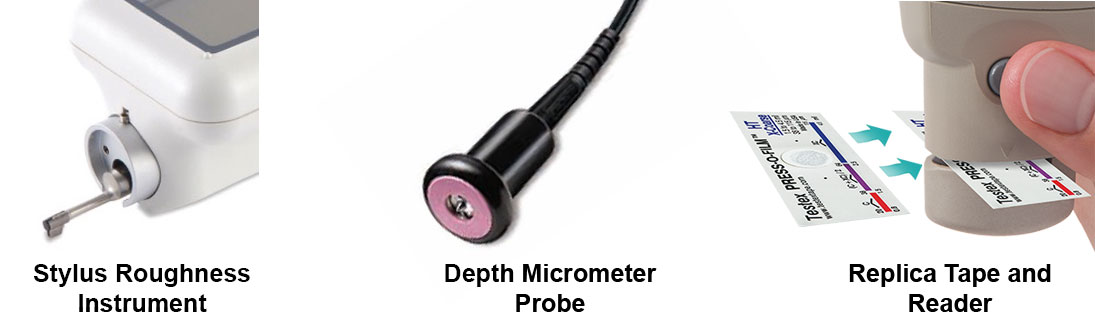
I profili superficiali dei pannelli sono stati valutati con i seguenti tre strumenti:
I test sono stati eseguiti con ogni strumento nel modo seguente:
1. Per determinare Rz e Rpc di ciascun pannello è stato utilizzato uno strumento portatile di rugosità a stilo. Sono state eseguite tre misure di traccia at 5 punti di ciascun pannello, con una lunghezza di valutazione di 12,5 mm e una lunghezza di campionamento di 2,5 mm.
a. Le posizioni delle misurazioni sono indicate nel diagramma 1. Si noti che sui pannelli preparati per la pulizia delle setole le misure delle tracce 2 e 4 sono nella direzione della polarizzazione, mentre le misure delle tracce 1, 3 e 5 sono contro la direzione della polarizzazione. Per i pannelli scaler roto peen, le misure delle tracce 2 e 4 sono contro la direzione della polarizzazione e le misure delle tracce 1, 3 e 5 sono nella direzione della polarizzazione.

2. Per determinare Rt è stato utilizzato un micrometro digitale di profondità. Sono state effettuate 10 misurazioni at 5 punti su ciascun pannello, per un totale di 50 misurazioni per pannello. Secondo la norma D4417, sono state effettuate 10 letture per ogni punto. In questo studio sono state utilizzate 5 posizioni e sono stati registrati e mediati i valori massimi delle 10 letture nelle 5 posizioni. È stata inoltre registrata la media delle 50 letture individuali. Le posizioni di campionamento sono descritte in dettaglio nel diagramma 2:

3. Un lettore e un riproduttore di immagini digitali hanno utilizzato il nastro di replica per misurare HL e Pd. Sono state effettuate quattro bruniture per pannello. Tre sono state effettuate utilizzando il normale nastro di replica (grossolano e/o X-Coarse) e una è stata effettuata utilizzando il nastro di replica ottica. Le posizioni di misurazione sono indicate nel diagramma 3:

1. I risultati hanno evidenziato delle striature. Esaminando le immagini delle superfici, erano visibili striature direzionali sulle superfici preparate con il pulitore a setole e l'ablatore roto-pulsante. Le letture effettuate dallo strumento di rugosità a stilo nella direzione di questa polarizzazione direzionale e contro la polarizzazione hanno confermato chiare differenze nei parametri della superficie. Inoltre, le immagini delle superfici preparate con l'air mostravano pochi picchi e valli distinti, il che ha portato a ipotizzare che il micrometro di profondità potesse non aver catturato adeguatamente le vere altezze da picco a valla. Si è ipotizzato che i risultati sarebbero migliorati con tecniche di misurazione modificate che tenessero conto della distorsione/densità dei picchi:
a. I pannelli preparati con pulitore a setole e ablatore roto-pulsante hanno mostrato una distorsione direzionale che ha creato problemi agli strumenti di rugosità a stilo portatili. Uno strumento portatile per la rugosità dello stilo potrebbe non essere adatto perché le letture dipendono dalla polarizzazione. Le specifiche iniziali (D7127) per la misurazione delle superfici pulite con elettroutensili non tengono conto della polarizzazione e/o della densità dei picchi. Questo può portare a valori inferiori o superiori a quelli dichiarati sul profilo della superficie. Per ottenere risultati significativi, è necessario modificare il metodo di prova per ignorare le letture effettuate nella direzione della polarizzazione.
b. È stato osservato che i pannelli preparati con l'ablatore air presentano una densità di picco (frequenza di picco) molto bassa. È stato proposto di aumentare il numero di misurazioni effettuate con il micrometro di profondità per tenere conto della diminuzione della frequenza e ottenere un risultato più accurato. Per valutare questa ipotesi, è stata eseguita una seconda serie di test effettuando 20 misurazioni per punto in tutte e 5 le posizioni, per un totale di 100 letture per pannello. È stata riportata la media dei 5 massimi.
2. I risultati hanno indicato che il nastro di replica può essere utilizzato per tutti e tre i profili prodotti dagli utensili elettrici. I risultati acquisiti con un lettore digitale di nastri replica non sono stati influenzati in modo significativo dalla distorsione e dalla densità che rappresentano una sfida per gli altri strumenti e non è stato necessario modificare il metodo di prova.
3. I risultati del micrometro di profondità hanno mostrato che l'uso della media dei massimi per le cinque località ha prodotto risultati più simili a quelli degli altri metodi di misurazione rispetto alla media delle 50 letture individuali.
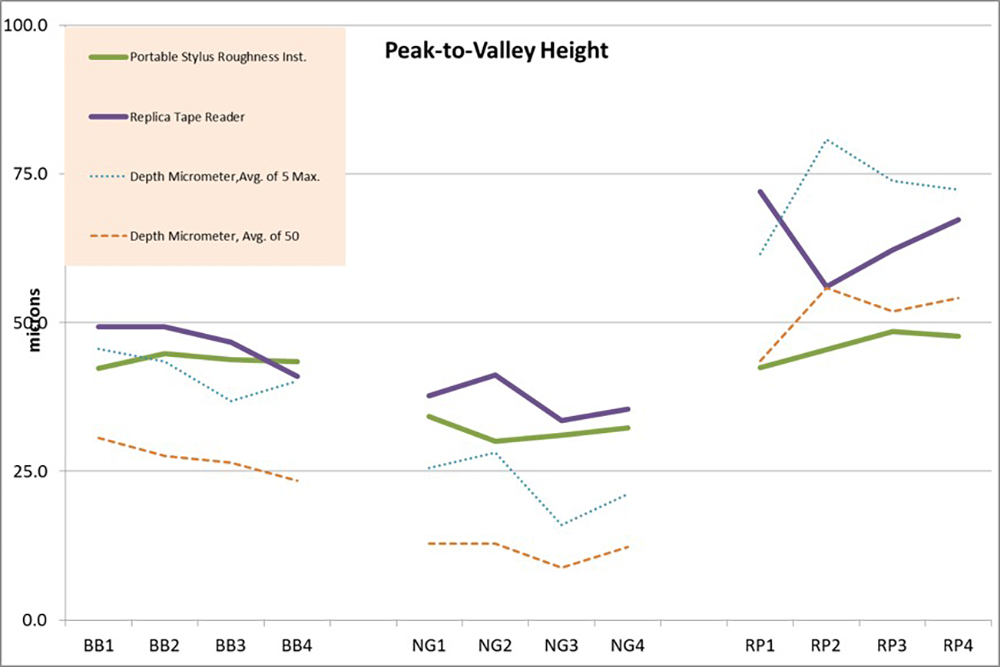
Il grafico 1 mostra i risultati iniziali dei tre metodi di misurazione. I risultati del micrometro di profondità sono indicati sia come media di tutte le 50 letture sia come media dei 5 massimi. È stato osservato che le caratteristiche prodotte dagli strumenti hanno messo in crisi alcuni strumenti di misura, rendendo i loro risultati meno coerenti.
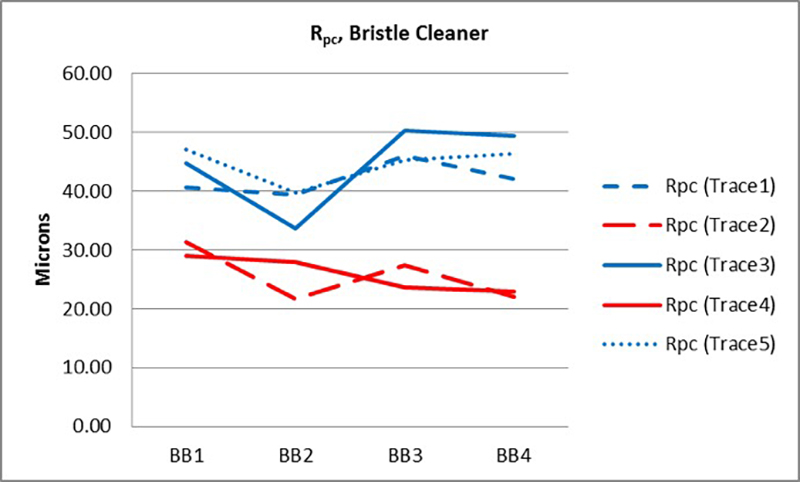
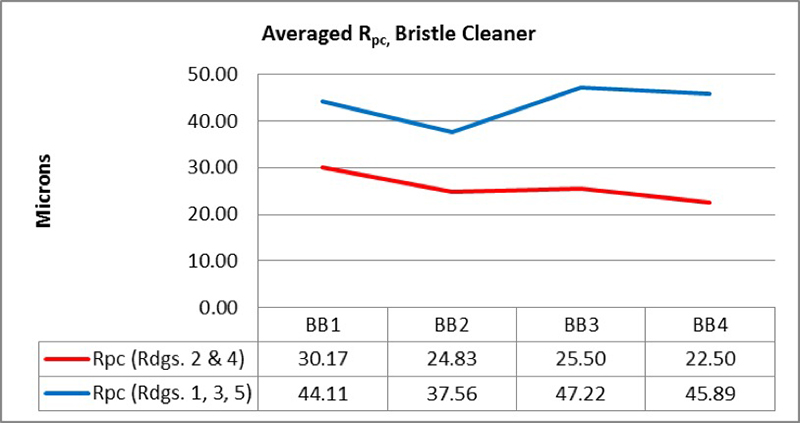
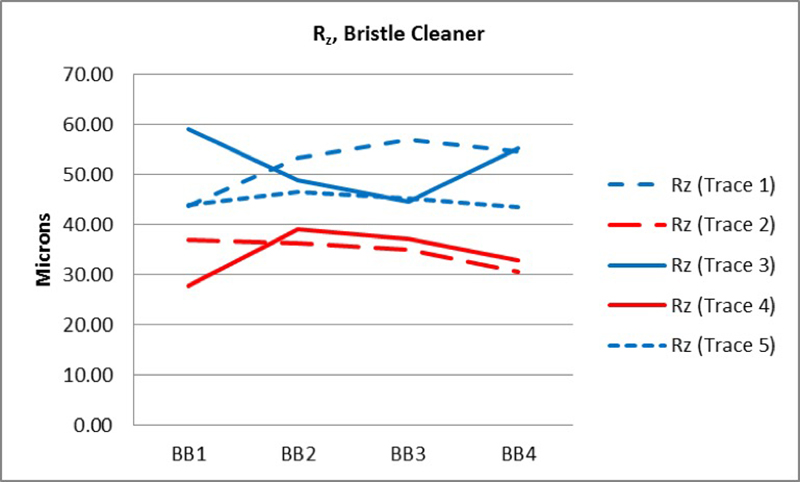
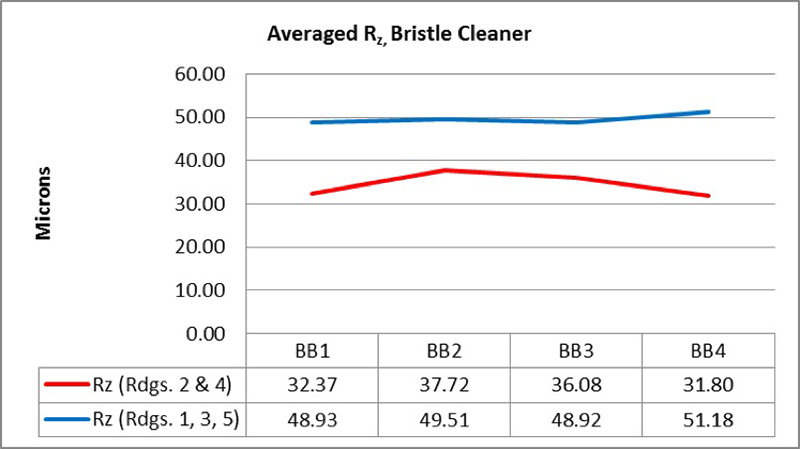
I grafici seguenti lo illustrano. I grafici 2 e 4 mostrano le singole tracce. Per i pannelli del pulitore a setole, le letture 2 e 4 erano costantemente più basse per tutti i parametri rispetto alle letture 1, 3 e 5. Le letture 2 e 4 sono state effettuate nella direzione della polarizzazione (in rosso), mentre le letture 1, 3 e 5 sono state effettuate attraverso la polarizzazione (in blu). I grafici 3 e 5 mostrano i risultati di tutte le tracce prese con la polarizzazione mediate insieme e di tutte le tracce prese attraverso la polarizzazione mediate insieme.
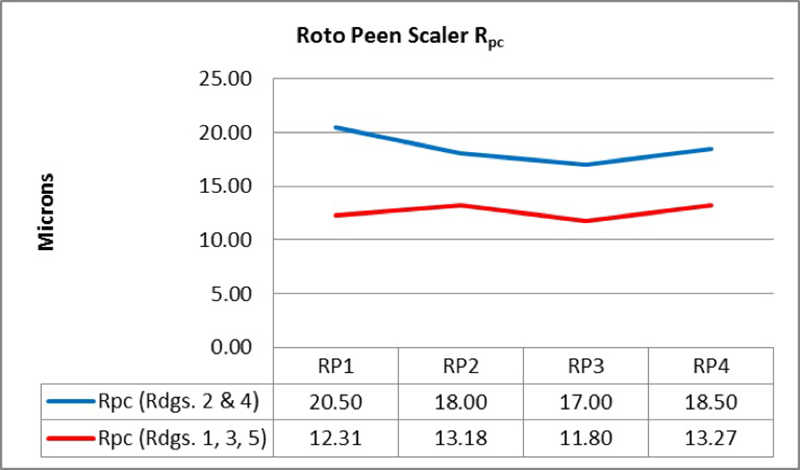
Per i pannelli scaler roto peen, i singoli tracciati sono mostrati nei Grafici 6 e 8. Le letture 2 e 4 sono risultate costantemente più alte per tutti i parametri rispetto alle letture 1, 3 e 5. Le letture 2 e 4 sono state effettuate nella direzione della polarizzazione (in blu), mentre le letture 1, 3 e 5 sono state effettuate con la polarizzazione (in rosso). I grafici 7 e 9 mostrano i risultati di tutte le tracce prese con la polarizzazione mediate insieme e di tutte le tracce prese attraverso la polarizzazione mediate insieme.



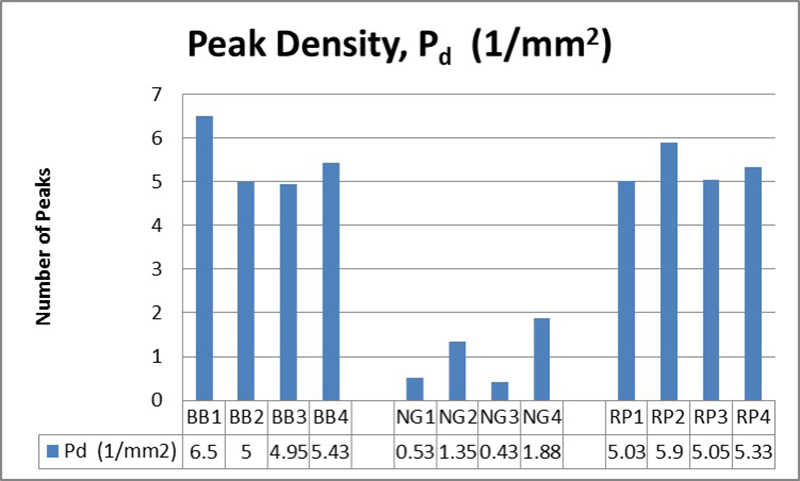
Quando sono state confrontate le densità di picco dei tre tipi di pannelli, il pannello ablatore air ago air ha mostrato misure significativamente più basse rispetto agli altri, come si vede nel grafico 10.
A causa delle densità più basse, si è ipotizzato che le letture del micrometro di profondità potessero essere influenzate negativamente a causa della ridotta probabilità di collocare lo strumento nelle valli più basse.
Confrontando i metodi di misurazione, le osservazioni iniziali hanno mostrato che, tra le superfici e i metodi di misurazione degli elettroutensili, Replica Tape era il meno influenzato da fattori quali la distorsione o il conteggio dei picchi.
Al termine dei test, l'analisi dei dati ha mostrato che i risultati acquisiti con lo strumento portatile per la rugosità dello stilo sembravano essere significativamente influenzati dall'inclinazione direzionale dei pannelli. Questo fenomeno era particolarmente evidente nei pannelli trattati con il pulitore a setole e, in misura minore, nei pannelli trattati con l'ablatore roto-pulsante.
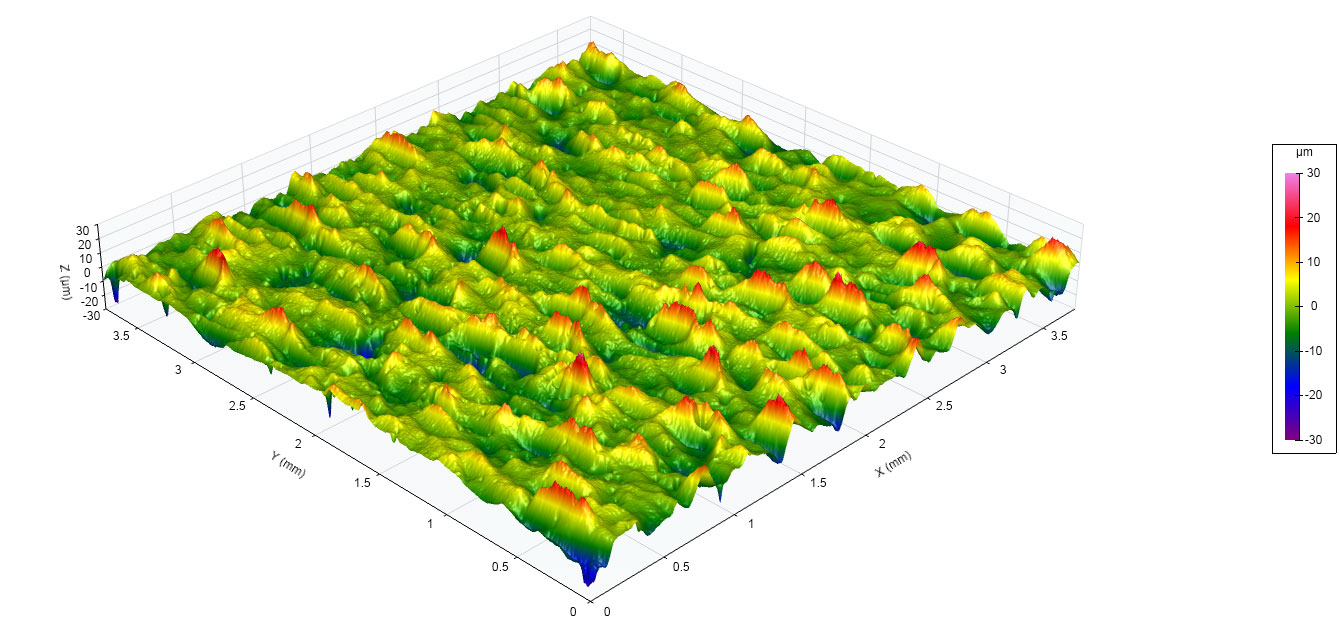
La prima immagine 3D di una superficie preparata con un pulitore a setole (Figura 6) mostra striature da sinistra a destra, corrispondenti alla direzione in cui il pulitore a setole è stato applicato al pannello, creando essenzialmente valli e/o picchi che si allineano in quella direzione generale. La seconda immagine 3D di una superficie preparata con la rotopallinatrice (Figura 7) mostra caratteristiche simili.

Per confermare l'effetto sui risultati acquisiti dallo strumento di rugosità a stilo, sono stati eseguiti ulteriori test sui pannelli preparati con il pulitore a setole, prestando particolare attenzione alla polarizzazione direzionale.
Questo test aggiuntivo è stato eseguito effettuando quattro misurazioni con la polarizzazione e quattro misurazioni attraverso la polarizzazione creata dal pulitore a setole. Sono stati quindi confrontati due valori, Rpc e Rz, tra il test orizzontale e quello verticale. I risultati sono presentati di seguito nei grafici 11 e 12:
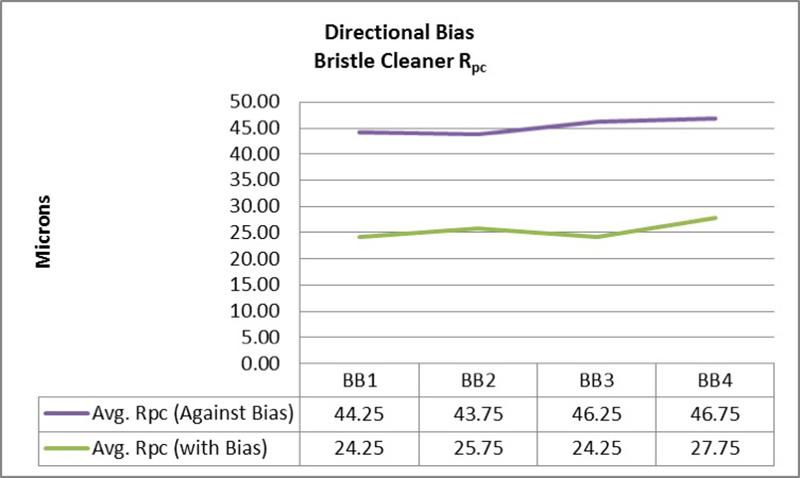
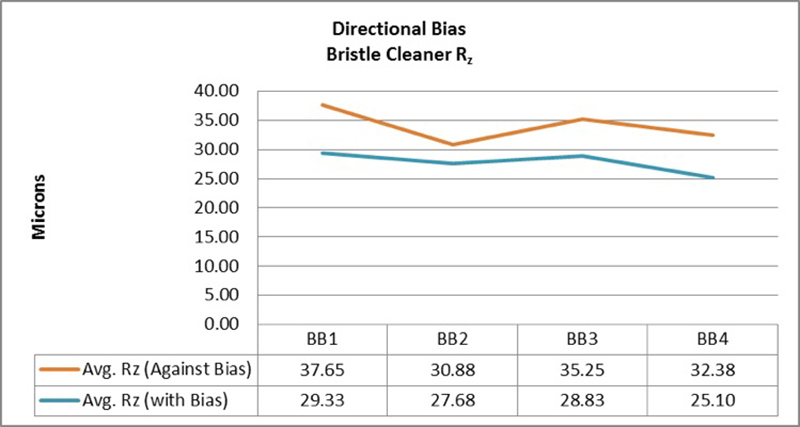
Le misure effettuate con la polarizzazione e attraverso la polarizzazione hanno dato risultati nettamente diversi. Le misure effettuate con questo metodo potrebbero portare a una caratterizzazione impropria della superficie se la polarizzazione direzionale non viene presa in considerazione o non è nota. Ciò potrebbe portare a un'applicazione errata o insufficiente del rivestimento. Le misure effettuate con strumenti a nastro o micrometri di profondità non sono state influenzate dalla polarizzazione direzionale.
Sono stati consultati i manuali d'uso del produttore del pulitore a setole e dell'ablatore a peli rotti per determinare se fossero stati discussi metodi per affrontare la polarizzazione direzionale. In nessuno dei due manuali sono state trovate istruzioni specifiche sulla polarizzazione direzionale o sullo sviluppo di striature superficiali. Nel manuale dell'ablatore a peli rotti si legge, a proposito del trattamento della superficie: "Per assicurare una copertura uniforme della pallinatura, utilizzare un movimento circolare o oscillante su tutta l'area".
Tuttavia, non ci sono istruzioni o suggerimenti per l'uso che affrontino o impediscano il verificarsi di pregiudizi direzionali.
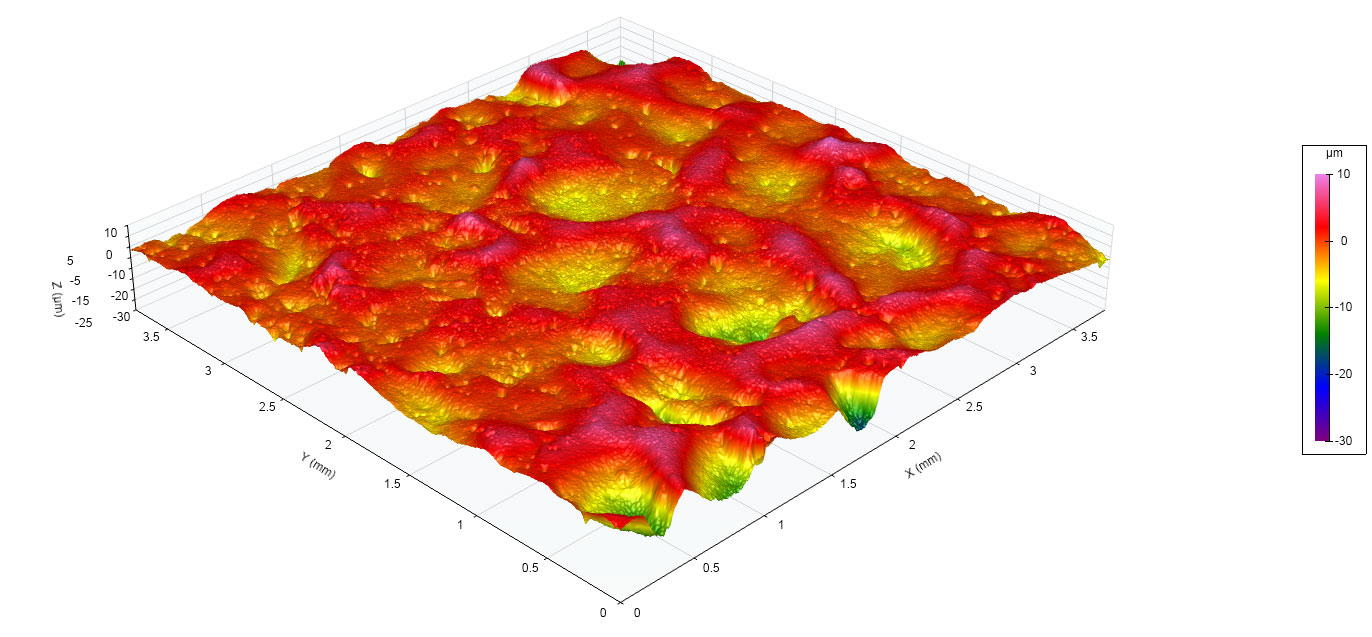
I risultati delle misurazioni hanno mostrato che i pannelli prodotti dall'air presentano una bassa densità di picco rispetto agli altri pannelli prodotti con utensili elettrici. Le densità di picco più basse rendono più difficile per il micrometro di profondità trovare la vera altezza da picco a valle. Ciò è dovuto alla minore probabilità statistica che la punta del micrometro si trovi direttamente nel punto più basso del profilo. Se lo strumento non trova la depressione più bassa del profilo, i risultati saranno erroneamente bassi. La Figura 8 mostra un rendering 3D di una superficie preparata con l'air needle scaler. Si nota chiaramente che la superficie contiene pochi picchi e/o valli distinti e appare per lo più arrotondata e piatta.
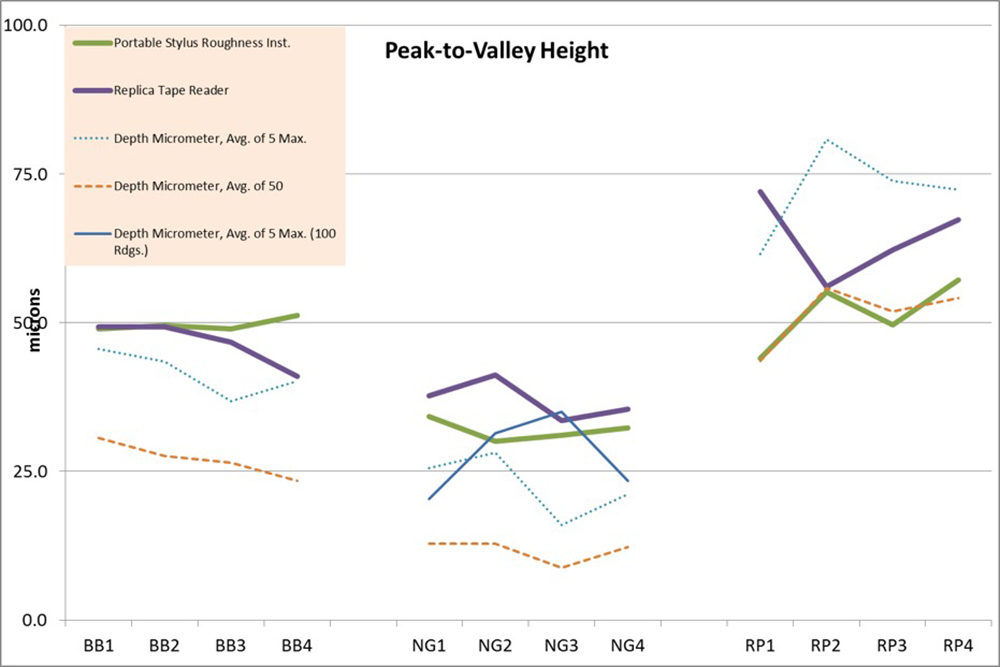
Dopo aver osservato basse densità di picco utilizzando l'imaging digitale del nastro di replica, si è stabilito che aumentando il numero di misurazioni effettuate con il micrometro di profondità si ottenevano misurazioni più accurate da picco a valle. Per verificare questa ipotesi, il numero di letture effettuate in ogni punto è stato raddoppiato a 20, per un totale di 100 letture per pannello. Raddoppiando il numero di misurazioni, il risultato è più rappresentativo di quello ottenuto con uno strumento di rugosità a stilo e un nastro di replica, come mostrato nel grafico 13.

Per tre dei quattro pannelli esaminati, raddoppiando il numero di misurazioni micrometriche di profondità per punto si sono ottenuti valori più strettamente correlati allo strumento di rugosità a stilo e al nastro di replica. Sebbene non sia stato analizzato in questa sede, un ulteriore aumento del numero di letture per punto potrebbe portare a letture più coerenti con altri metodi.
Si ipotizza che lo strumento di rugosità a stilo sia influenzato in modo analogo da una densità di picco inferiore. Tuttavia, lo strumento di rugosità a stilo misura su un'area più ampia rispetto al micrometro di profondità e quest'area di misurazione più ampia potrebbe essere sufficiente a catturare il picco più alto e la valle più bassa. In ogni caso, la probabilità di trovare la vera altezza massima del profilo picco/valle sulle superfici preparate con l'air è ridotta, semplicemente a causa del minor numero di picchi e valli distinti.
Le misure ottenute con il nastro di replica non sono state influenzate dalla distorsione direzionale o dalla densità di picco, a differenza delle misure effettuate con altri metodi di misurazione. Questo metodo ha fornito risultati coerenti su tutte e tre le superfici pulite con l'elettroutensile.
Con i pannelli affetti da polarizzazione direzionale, l'area di misura del nastro di replica cattura i modelli in entrambe le direzioni della polarizzazione. Poiché l'HL è misurato come l'altezza massima da picco a valle sull'intera area, la distorsione non ha alcun effetto. Per questo motivo, i risultati delle misurazioni con nastro di replica erano più rappresentativi della superficie e non richiedevano modifiche al metodo di misurazione per produrre risultati significativi.
Allo stesso modo, le misurazioni con nastro di replica non sono state influenzate negativamente dalla densità dei picchi. Poiché l'area di misurazione del nastro replica è maggiore della distanza orizzontale tra i picchi e le valli, la densità ridotta non è stata un fattore. Ancora una volta, grazie all'ampia area di misurazione del nastro di replica, le letture erano più rappresentative rispetto a quelle effettuate con il micrometro o lo strumento di rugosità a stilo.
Il metodo C, nastro di replica e micrometri a molla, ha misurato le superfici prodotte da tutti e tre gli utensili con la massima precisione, soprattutto perché l'area di superficie campionata è maggiore di quella degli altri metodi. L'aumento dell'area di misurazione del nastro di replica ha tenuto conto delle caratteristiche delle superfici create dagli elettroutensili che hanno influenzato negativamente gli altri metodi di misurazione.
Le superfici create da utensili elettrici presentano caratteristiche che devono essere prese in considerazione quando si sceglie un metodo di misurazione del profilo superficiale. Gli utensili che lasciano striature direzionali (bias) sulla superficie possono determinare misurazioni imprecise dei parametri del profilo superficiale quando si utilizzano strumenti portatili di rugosità a stilo. Gli utensili che producono profili superficiali con basse densità di picco non sono previsti dagli standard (ASTM D4417) e di conseguenza, quando si utilizza un micrometro di profondità in conformità a tale metodo di prova, vengono riportate misure di picco-valle inferiori. Se non si tiene conto di queste caratteristiche, i risultati possono essere imprecisi.
Sebbene l'uso di strumenti portatili per la rugosità a stilo e di micrometri di profondità su superfici preparate con utensili elettrici sia soggetto a limitazioni, è possibile apportare modifiche ai metodi di misurazione per consentire a questi strumenti di misurare efficacemente queste superfici. Gli strumenti di rugosità a stilo del metodo D non erano adatti a misurare il profilo della superficie su queste superfici, a meno che non si facesse attenzione a misurare solo la polarizzazione. Le letture dei micrometri di profondità del Metodo B suggeriscono che i risultati migliorerebbero aumentando il numero di letture per tenere conto della bassa densità dei picchi.
Inoltre, i risultati dei micrometri di profondità del Metodo B hanno mostrato chiaramente che l'uso della media dei massimi per le cinque posizioni ha prodotto risultati più simili a quelli degli altri metodi di misurazione rispetto all'uso della media delle 50 letture individuali. Ciò conferma altri studi che hanno dato gli stessi risultati, in particolare "Surface Profile - A Comparison of Measurement Methods" di D. Beamish9, dove questo metodo è stato proposto per la prima volta.
Il grafico 14 mostra i risultati di tutti i metodi di misurazione dopo che sono stati effettuati gli aggiustamenti per tenere conto degli errori causati dalla polarizzazione direzionale e dalla bassa densità di picco. Le distorsioni direzionali sono state tenute in considerazione sui pannelli preparati con pulitore a setole e scaler roto peen eliminando le misurazioni delle tracce effettuate nella direzione della distorsione. Il risultato è stato in media del 13,2% più vicino ai risultati del nastro di replica per i pannelli sabbiati con setola e dell'8,9% più vicino alle letture del nastro di replica per i pannelli trattati con rotopallinatura.
La bassa densità di picco sui pannelli dell'ablatore air è stata tenuta in considerazione tracciando i risultati con 10 e 20 letture per punto e riportando la media dei massimi per le cinque posizioni. In questo modo, le letture effettuate dal micrometro di profondità hanno mostrato una correlazione più stretta del 15,9% con le letture dello strumento portatile di rugosità a stilo e del 14,2% con le letture del nastro di replica.
I risultati del nastro di replica, tuttavia, sono visualizzati così come sono stati misurati, senza alcuna modifica per gli effetti di superficie. È evidente che i risultati non modificati del nastro sono in linea con gli altri metodi di misura.
Questi risultati suggeriscono fortemente che il nastro replica rappresenta una soluzione più semplice ed efficace per la misurazione di superfici create da più utensili elettrici. Il nastro non richiede alcuna considerazione speciale per la polarizzazione o la densità di picco. A differenza di altri metodi di misura che richiedono di tenere conto degli effetti del profilo creato dagli elettroutensili, i risultati del nastro di replica possono essere utilizzati così come sono stati misurati.
Nell'industria della verniciatura e dei rivestimenti, sono state condotte ricerche significative sulla valutazione dei profili puliti con granigliatura su substrati di acciaio.
ISO 8503-5-Preparazionedei substrati di acciaio prima dell'applicazione di vernici e prodotti correlati - Caratteristiche di rugosità superficiale dei substrati di acciaio sottoposti a sabbiatura - Parte 5: Metodo di replica a nastro per la determinazione del profilo superficiale3
La norma ISO 8503-5 descrive la preparazione dei substrati di acciaio prima dell'applicazione di vernici e prodotti correlati e le caratteristiche di rugosità della superficie dei substrati di acciaio sabbiati:
1 Ambito di applicazione
Il presente documento descrive un metodo di misurazione sul campo del profilo della superficie prodotto da una qualsiasi delle procedure di sabbiatura abrasiva indicate nella norma ISO 8504-2. Il metodo utilizza un nastro di replica e un calibro adatto per misurare, in loco, la rugosità di una superficie prima dell'applicazione di una vernice o di un altro rivestimento protettivo.
Il metodo è applicabile all'interno dell'intervallo di altezze del profilo citato per un determinato grado (o spessore) di nastro di replica. Le qualità commerciali attualmente disponibili consentono di misurare profili medi picco-valle da 20 μm a 115 μm. Il metodo è valido per le superfici pulite con abrasivi.
ASTM D7127-Standard Metodo di prova per la misurazione della rugosità superficiale di superfici metalliche sottoposte a sabbiatura abrasiva mediante uno strumento portatile a stilo4
La norma ASTM D7127 descrive la misurazione della rugosità superficiale di superfici metalliche pulite con graniglia abrasiva utilizzando uno strumento portatile a stilo:
1. Ambito di applicazione
1.1 Questo metodo di prova descrive una procedura in officina o sul campo per la determinazione delle caratteristiche di rugosità delle superfici preparate per la verniciatura mediante sabbiatura. La procedura utilizza uno strumento portatile di tracciamento del profilo a stilo con o senza pattino. Le caratteristiche misurate sono: Rt e Rpc. Si possono ottenere anche misure aggiuntive dell'altezza del profilo (Rmax e/o Rz), come concordato dall'acquirente e dal venditore.
NACE SP0287-Misurazione sul campodel profilo superficiale di superfici in acciaio pulite con sabbiatura abrasiva utilizzando un nastro di replica5
La NACE SP0287 descrive e caratterizza una procedura per la misurazione del profilo superficiale dell'acciaio sottoposto a sabbiatura abrasiva. La tecnica di misurazione utilizza un nastro che riproduce il profilo della superficie. Altri metodi comuni di misurazione del profilo superficiale non sono trattati:
1.1 Questo standard descrive una procedura per la misurazione in loco del profilo superficiale di superfici in acciaio pulite con granigliatura abrasiva che hanno un profilo superficiale, come definito nella Sezione 2, compreso tra 38 e 114 μm (1,5 e 4,5 mils).
ASTM D4417-Standard Metodi di prova per la misurazione in campo del profilo superficiale dell'acciaio sabbiato
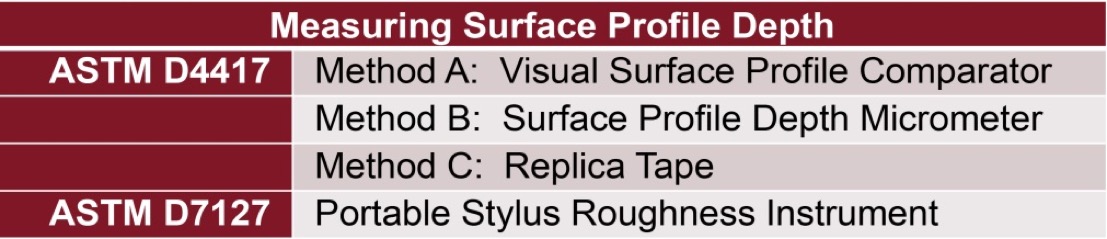
La norma ASTM D4417 descrive tre metodi per la valutazione del profilo superficiale delle superfici in acciaio sabbiato, riportati nella tabella 1 di seguito:
1. Ambito di applicazione
1.1 Questi metodi di prova descrivono le tecniche di misurazione del profilo delle superfici pulite con granigliatura abrasiva in laboratorio, sul campo o in officina.
SSPC PA 17 - Determinazione dellaconformità del profilo6
La SSPC PA 17 fornisce ulteriori indicazioni per determinare la conformità ai requisiti del profilo superficiale. Mentre gli standard ASTM descrivono come effettuare le misurazioni, l'SSPC PA 17 si concentra su dove effettuarle e con quale frequenza.
In questi standard industriali sono in gran parte assenti procedure e descrizioni per la valutazione delle superfici pulite con elettroutensili. Poiché l'uso degli elettroutensili è sempre più diffuso, è sempre più importante determinare il modo migliore e più accurato per valutare queste superfici.
All'interno di queste norme, c'è solo un accenno a come valutare le superfici preparate con utensili elettrici. Il paragrafo 1.2 della ASTM D4417-14 recita: "Il metodo B può anche essere appropriato per la misurazione del profilo prodotto dall'uso di utensili elettrici".
In mancanza di norme e/o linee guida, ci sono poche informazioni per stabilire se il metodo B della ASTM D4417 sia il metodo migliore per tutte le superfici degli elettroutensili o se esistano altre soluzioni più dinamiche per la misurazione delle superfici. Le superfici preparate con elettroutensili presentano caratteristiche che non sono presenti nelle superfici pulite con sabbiatura, in particolare la polarizzazione direzionale e le variazioni di densità di picco tra gli utensili. L'impatto di queste caratteristiche sui metodi di misura specifici non è ben noto.
1 ASTM D4417 "Standard Test Methods for Field Measurement of Surface Profile of Blast Cleaned Steel" (ASTM International, 100 Barr Harbor Drive, West Conshohocken, PA 19428)
2 D . Beamish, "Replica Tape - Unlocking Hidden Information", Journal of Protective Coatings and Linings, febbraio 2015, pagg. 1-6.
3 ISO 8503-5 "Preparazione di substrati di acciaio prima dell'applicazione di vernici e prodotti correlati - Caratteristiche di rugosità superficiale di substrati di acciaio puliti con granigliatura - Parte 5: Metodo di replica a nastro per la determinazione del profilo superficiale" (Organizzazione internazionale per la standardizzazione (ISO), 1 rue de Varembé, Case postale 56, CH-1211, Ginevra 20, Svizzera).
4 ASTM D7127 "Standard Metodo di prova per la misurazione della rugosità superficiale di superfici metalliche sottoposte a sabbiatura abrasiva utilizzando uno strumento portatile a stilo1 (ASTM International, 100 Barr Harbor Drive, West Conshohocken, PA 19428)
5 NACE Standard SP0287, "Field Measurement of Surface Profile of Abrasive Blast-Cleaned Steel Surfaces Using a Replica Tape". (Houston, TX: NACE, 2016)
6 SSPC-PA-17 "Procedura per la determinazione della conformità ai requisiti di profilo d'acciaio/ruvidità della superficie/conteggio dei picchi" (SSPC: Society for Protective Coatings, 800 Trumbull Drive, Pittsburgh, PA 15205, USA).
7 ASME Y14.36M 1996 "Surface Texture Symbols" (Società americana degli ingegneri meccanici, Three Park Avenue, New York, NY 10016-5990 USA)
8 ASME B46.1-2009 "Struttura della superficie (rugosità, ondulazioni e stratificazione della superficie)" (American Society of Mechanical Engineers, Three Park Avenue, New York, NY 10016-5990 USA)
9 D . Beamish, "Profilo della superficie - Un confronto tra i metodi di misurazione", DeFelsko Corporation, gennaio 2013.

.jpg)



