
Per vedere il PDF completo di questo rapporto , cliccare qui.
In un recente progetto di rivestimento, i test di adesione dovevano essere eseguiti in conformità alla norma ASTM D4541. I requisiti specificati prevedevano l'esecuzione di almeno una prova ogni 1.000 metri quadrati di rivestimento e una prova ogni 100 metri quadrati di riparazioni del rivestimento. La stessa specifica del rivestimento richiedeva un'adesione minima di 1.000 psi. Tuttavia, la specifica del rivestimento è stata adattata a un particolare poliuretano al 100% di solidi in volume per il quale la scheda tecnica del prodotto pubblicizzava un valore di adesione di 2.000 psi. Prima di iniziare i lavori, è stato deciso che il rivestimento doveva essere testato at un minimo di 1.900 psi. Sembrava ragionevole che l'adesione del rivestimento dovesse essere almeno pari at 95% del valore pubblicizzato (95% di 2.000 psi = 1.900 psi). Molti test sono stati eseguiti fino a 2.000 psi o oltre senza che l'adesione venisse meno. Purtroppo per l'appaltatore, molti test non hanno soddisfatto il requisito minimo di 1.900 psi. Alcuni test falliti, relativi a superfici totali molto ridotte, hanno costretto l'appaltatore a ridipingere e riapplicare il rivestimento su ampie aree. Era davvero bloccato!
È indispensabile che un rivestimento aderisca bene al substrato e i test di adesione sembrano un compito semplice. Ma l'adesione del rivestimento è estremamente complessa e poco conosciuta. I semplici test di adesione, come il sondaggio e il tentativo di sollevare il rivestimento con un coltello da stucco o un coltellino, sono soggettivi. I test di adesione a trazione pull-off sono concettualmente semplici e forniscono un'unica quantità discreta: la forza necessaria a provocare la frattura. La natura della frattura del rivestimento in termini di rottura adesiva o coesiva dovrebbe essere annotata, così come le aree relative, e a volte lo è, ma è quel valore quantitativo discreto che la gente brama.
Sebbene il risultato del test sia un singolo valore numerico, qualsiasi test di questo tipo è solo un'indicazione delle prestazioni relative. I test di adesione dei rivestimenti non si limitano all'uso di uno strumento per ottenere un risultato numerico da utilizzare come criterio di accettazione/rifiuto. Il metodo di prova ASTM D4541 è stato specificato, ma fornisce informazioni che sono state completamente ignorate in questo progetto.
Il test riflette sia i parametri materiali che quelli strumentali. Strumenti diversi e adesivi diversi forniscono valori diversi. Le differenze di temperatura, umidità e altri fattori complicano la situazione. Anche la rigidità del substrato influisce sui risultati del test. Ad esempio, a parità di altre condizioni, i valori del test sono generalmente più alti su acciaio spesso 1 ⁄4 di pollice rispetto ad acciaio spesso 1 ⁄8 di pollice.
Il problema principale è che il metodo di prova soffre di una mancanza di riproducibilità. La sezione 6.1.1 dell'ASTM D4541 afferma che di solito sono necessarie at tre repliche per classificare statisticamente l'area di prova (rispetto al requisito di lavoro di una prova ogni 1.000 piedi quadrati). Come per l'SSPC-PA 2, l'obiettivo è quello di classificare statisticamente un'area, non di cercare e trovare un valore basso.
La norma ASTM D4541-02 contiene una sezione dedicata alla precisione e una tabella che mostra la varianza prevista per i risultati dei test di laboratorio (intra-laboratorio - effettuati nello stesso laboratorio - e inter-laboratorio - confronto tra laboratori diversi). La variabilità è presentata in tre forme diverse. La prima è il coefficiente di variazione, che è un decimale o una percentuale determinata dividendo la standard deviazione di un campione per la media (media). Il secondo è in termini di gradi di libertà, che si riferisce alla distribuzione t del campione. (Sono termini che solo uno statistico può amare. Fortunatamente, il terzo approccio è più semplice e adatto ai professionisti dei rivestimenti: la differenza percentuale massima accettabile.
La tabella mostra che, a seconda del tipo di strumento, la differenza percentuale accettabile tra due valori può essere compresa tra il 25% e il 58% circa. Ciò indica chiaramente che il test è piuttosto variabile, ma un esempio può essere utile. Per uno strumento di tipo IV utilizzato nello stesso laboratorio, la tabella 1 di ASTM D4541-02 indica un coefficiente di variazione dell'8,5%, 48 gradi di libertà e una differenza massima accettabile del 29%. La differenza in percentuale relativa a due risultati di prova è determinata dalla semplice equazione seguente.
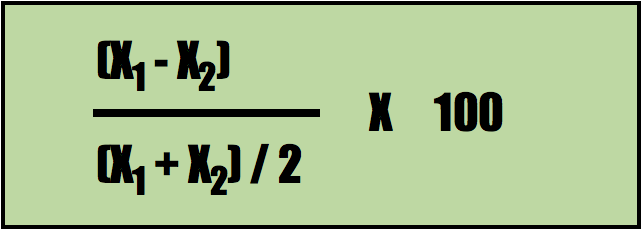
Consideriamo ora due valori di prova: 2.100 psi e 1.600 psi. Inserendoli nell'equazione si ottiene un risultato del 27%, inferiore alla differenza massima accettabile del 29% indicata nella tabella ASTM. La precisione dichiarata del metodo di prova è così scarsa che nessuno dei due valori, 2.100 psi o 1.600 psi, può essere dichiarato come quello corretto. Con un campione molto ridotto di poche misurazioni, questi due valori dovrebbero essere giustamente considerati come un risultato praticamente identico. Non si tratta di buon senso, ma questa è la precisione, o la sua mancanza.
A volte si pensa che precisione e accuratezza siano più o meno la stessa cosa, mentre in realtà sono molto diverse. L'accuratezza è una questione di precisione. La precisione è una questione di ripetibilità e riproducibilità. Per esempio, quando si lanciano le freccette e si mira all'occhio di bue, se si lanciano tre freccette, ognuna delle quali atterra a un centimetro dal centro dell'occhio di bue, ma distanziate at angoli di un triangolo equilatero, si ha una buona precisione, ma la precisione è scarsa. Le freccette sono tutte vicine al bersaglio, ma non sono vicine tra loro. Infatti, si trovano su tutti i lati del bersaglio. Al contrario, se tutte e tre le freccette atterrano nella doppia fessura 20, la precisione è scarsa, ma l'accuratezza è eccellente. Per ottenere una buona accuratezza e una buona precisione, è necessario posizionare tutte e tre le freccette vicino all'occhio di bue e l'una vicina all'altra.
I vari tipi di tester di trazione possono essere calibrati per ottenere una buona precisione. Il difetto del metodo di prova, tuttavia, è che la precisione non è molto buona. Non è molto preciso in laboratorio. Non aspettatevi che sia migliore in condizioni di campo.
Specificare un valore minimo di adesione a trazione di 1.900 psi su questo progetto per rientrare nel 5% dell'adesione pubblicizzata di 2.000 psi per il rivestimento utilizzato sembra ragionevole, se non si conosce nulla dei rivestimenti come materiali, degli strumenti di prova e del metodo di prova standard ASTM D4541. L'adesione del rivestimento non è at simile alla resistenza alla trazione dell'acciaio o alla resistenza alla compressione del calcestruzzo. Un rivestimento con un valore di adesione di 2.000 psi non è due volte migliore di un rivestimento con un valore di adesione di 1.000 psi. Anzi, un rivestimento con un valore di adesione inferiore può essere più performante. Il PSI è un'unità di misura comoda e familiare. I rivestimenti possono essere applicati al metro quadro, ma non funzionano o falliscono in base al metro quadro. Non rimanete bloccati a inseguire numeri magici.








