Quando i proprietari di impianti di trasporto cercano di proteggere le loro strutture dalla corrosione, riducendo al contempo i disagi per i viaggiatori, molti si rivolgono ai rivestimenti a spruzzo termico invece che ai più convenzionali rivestimenti liquidi. I rivestimenti a spruzzo termico hanno una durata storica che va dai 30 ai 50 anni prima che siano necessari interventi di riparazione; di conseguenza, il costo iniziale più elevato del TSC si ripaga da solo e, con una minore necessità di interventi di riparazione, il pubblico non subisce disagi così frequenti.
Il materiale di rivestimento a spruzzo termico (TSC) più frequentemente utilizzato nell'industria dei trasporti statunitense è lo zinco-alluminio 85/15. Il TSC viene lasciato esposto alle intemperie per formare un sigillante naturale attraverso l'ossidazione dello zinco e dell'alluminio, oppure viene sigillato con un sigillante penetrante subito dopo l'applicazione del TSC. Il test di adesione del TSC è generalmente richiesto in conformità alla norma ASTM D4541, Test Method for Pull-Off Strength Using Portable Adhesion Testers. Secondo la SSPC-CS 23.00(I), Specifica provvisoria per l'applicazione di rivestimenti a spruzzo termico (metallizzazione) di alluminio, zinco e loro leghe e compositi per la protezione dalla corrosione dell'acciaio, il valore minimo di adesione da accettare con il TSC 85/15 Zn/Al è di 700 psi. Ecco come un progetto ci ha portato a indagare se l'ossidazione del TSC o i sigillanti penetranti influiscono sui valori di adesione del TSC. Sebbene il meccanismo di adesione e la durata del miglioramento dell'adesione non siano del tutto chiari, i nostri test sul campo indicano che i sigillanti possono migliorare l'adesione del TSC. Inoltre, ci siamo resi conto che, quando si richiede una prova di adesione per il TSC, il committente deve indicare se la prova deve essere eseguita sul rivestimento sigillato o non sigillato.
Nel 2002, la Niagara Falls Bridge Commission ha deciso di ottenere i vantaggi a lungo termine del TSC sul ponte Rainbow, molto trafficato, che collega le cascate del Niagara, New York, USA, e le cascate del Niagara, Ontario, Canada. La nostra azienda ha gestito il progetto di 40.500 metri quadrati.
Il lavoro di produzione era affidato a Clara Industrial Services, Ltd., Thunder Bay, ON. MISCO Inspection Services Co. Ltd. di Picton, ON, si è occupata del controllo qualità dell'appaltatore. Le specifiche del progetto prevedono 8-12 mil di Zn/Al 85/15 su tutta la struttura, seguiti da 0,5-1,5 mil di sigillante penetrante applicato entro otto ore dall'applicazione del TSC. Il contratto prevedeva anche test di adesione periodici, come richiesto dall'ingegnere residente. Durante l'esecuzione dei test di adesione, il personale di ispezione ha notato una differenza sostanziale nei valori di adesione dove i dollies prova sono stati posizionati sulla superficie prima della sigillatura rispetto ai valori dopo la sigillatura. Sebbene tutti i valori fossero conformi al requisito minimo specificato di 700 psi, ci siamo incuriositi e abbiamo organizzato ulteriori test sul campo.
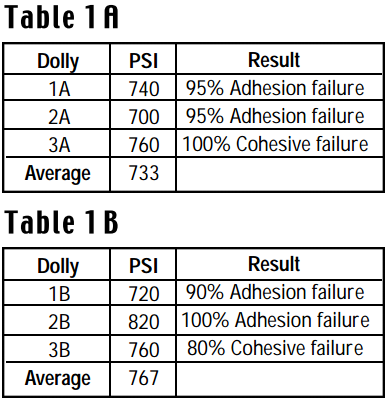
L'obiettivo della prova sul campo era quello di determinare gli eventuali effetti del sigillante naturale derivante dall'ossidazione del TSC o del sigillante penetrante sui valori di adesione del TSC. È stato eseguito un test utilizzando tre lastre separate. Tutte le lastre sono state sottoposte a sabbiatura abrasiva secondo la norma SSPC-SP 5, White Metal Blast Cleaning, utilizzando scorie di nichel #20. Il profilo di ancoraggio era di 4,0-4,5 mil. Per fissare i dollies è stato utilizzato un adesivo epossidico bicomponente. I test di adesione sono stati condotti con un tester di adesione autoallineante PosiTest® AT in conformità alla norma ASTM D4541, metodo di prova E. Sulla piastra #1 (Fig. 1) è stato applicato il TSC con uno spessore medio di 12,8 mil; tre dollies sono stati posizionati sulla piastra e tirati il giorno successivo per rappresentare 1A. Il valore medio di adesione dei tre è stato di 733 psi, con risultati di mancata adesione del rivestimento al substrato e di cedimento coesivo all'interno del TSC. La lastra è rimasta per tre mesi at temperature comprese tra 65 e 80 F (18 e 27 C) e con un'umidità relativa (RH) del 50-70%, consentendo l'ossidazione del TSC. Tre dollies sono stati nuovamente posizionati sulla piastra #1 e tirati il giorno successivo per rappresentare 1B. Il valore medio di adesione dei tre è stato di 767 psi, con risultati di mancata adesione del rivestimento al substrato e di cedimento coesivo all'interno del TSC (Tabelle 1A e 1B). I valori di adesione sono aumentati solo del 5% e le modalità di rottura non sono cambiate, suggerendo che l'ossido sigillante naturale formatosi all'interno del TSC non ha avuto un effetto diretto sull'adesione del TSC.

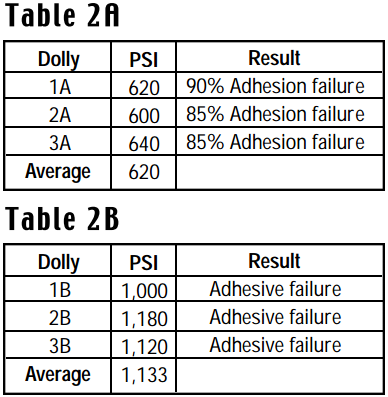
Sulla lastra n. 2 (Fig. 2) è stato applicato il TSC con uno spessore medio di 12 mil; sono stati posizionati tre dollies sulla lastra e tirati il giorno successivo per rappresentare 2A. Il valore medio di adesione dei tre è stato di 620 psi, con risultati di mancata adesione del rivestimento al substrato. La piastra è rimasta a riposo per tre mesi (65-80 F [18-27 C] e 50-70% RH), consentendo l'ossidazione. È stato quindi applicato uno strato di sigillatura penetrante di Corothane I Preprime (polimerizzato at 800 F [427 C] e 60% RH) at uno spessore di 0,5-1,5 mil (13-38 micron). Sono stati posizionati tre dollies sulla piastra #2 e tirati il giorno successivo per rappresentare 2B. Il valore medio di adesione dei tre è stato di 1.133 psi con un fallimento dell'adesivo del 100% (Tabelle 2A e 2B). Questi risultati indicano che il sigillante ha avuto un effetto deciso sull'adesione del TSC, con un aumento dell'83% dei valori di adesione.

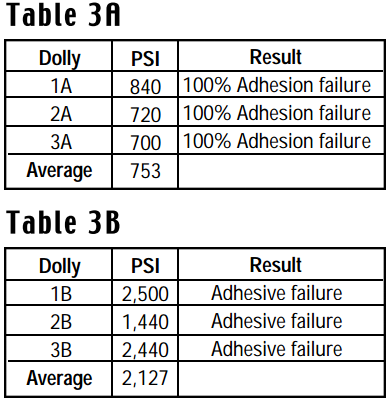
Sulla lastra n. 3 (Fig. 3) è stato applicato TSC at 10,4 mil. La lastra è stata mascherata, dividendola in due sezioni. Il sigillante è stato applicato sul TSC esposto at 0,5-1,5 mil. Dopo l'indurimento del sigillante, sono stati posizionati tre dollies su ciascuna sezione e tirati il giorno successivo; la sezione non sigillata rappresentava la 3A e quella sigillata la 3B. Il valore medio di adesione della sezione non sigillata era di 753 psi, con carenze di adesione del rivestimento at substrato. Il valore medio di adesione della sezione sigillata è stato di 2.127 psi con cedimenti dell'adesivo (Tabelle 3A e 3B). L'aumento del 183% dei valori di adesione della sezione sigillata rispetto a quella non sigillata indica un aumento sostanziale dei valori di adesione quando il sigillante viene applicato subito dopo il TSC.

I nostri test sul campo hanno dimostrato che gli ossidi naturali, che si sviluppano nei pori del TSC, non influiscono sui suoi valori di adesione. I sigillanti liquidi possono influire sui valori di adesione del TSC anche quando vengono applicati dopo un'ossidazione minima. Secondo i nostri test, hanno un effetto sui valori di adesione anche quando vengono applicati poco dopo il TSC. I sigillanti con buone proprietà umettanti sono in grado di penetrare nelle zone incoerenti (o nelle crepe) e di sigillare i vuoti e i pori del TSC. È possibile che quando si applica un sigillante penetrante sul TSC, il sigillante penetri nei pori e nei vuoti del TSC e crei un'adesione più forte.
Quando si prendono in considerazione i TSC per il controllo della corrosione, il proprietario dovrebbe at i vantaggi dell'applicazione di un sigillante liquido al TSC. SSPC-CS 23.00(I) raccomanda di applicare il sigillante il prima possibile dopo le TSC, o entro otto ore. L'aumento dei valori di adesione del TSC con il sigillante applicato entro questi parametri è evidente e va notato. Quando si richiede un test di adesione per un progetto, è necessario specificare se il test deve essere eseguito sul TSC non sigillato o sigillato.
Robert H. Unger, "Thermal Spraying of Bridges", Thermal Spray: Advances in Coatings Technology, Atti della National Thermal Spray Conference, Orlando, FL, USA, 14-17 settembre, 1988-8708-011.
Joseph T. Butler, Metallizzazione per il controllo della corrosione, vol. 1, numero 1 (gennaio 2000).
SSPC-CS 23.00(I), Specifica provvisoria per l'applicazione del rivestimento a spruzzo termico (metallizzazione) di alluminio, zinco e loro leghe e compositi per la protezione dalla corrosione dell'acciaio, SSPC Painting Manual, SSPC: Pittsburgh, PA (marzo 2000).
Eric C. Lohrey, Metallizzazione di ponti in acciaio sul campo, JPCL (maggio 1995), pagg. 39-50.